 Oggi la fresatura del metallo e in particolar modo del titanio è divenuta una pratica quotidiana nei laboratori e nei centri di fresatura italiani.
Oggi la fresatura del metallo e in particolar modo del titanio è divenuta una pratica quotidiana nei laboratori e nei centri di fresatura italiani.
I laboratori iniziano a comprendere le difficolta’ e le insidie che ci sono dietro questa pratica industriale, iniziano a utilizzare i termini corretti, iniziano a comprendere il CAM e come guidare una macchina fresatrice.
Ancora poco è compreso quello che accade realmente del metallo sottoposto a fresatura , ancora poco si conosce la materia prima, il titanio nella sua dimensione piu’ microscopica.
Cercheremo di introdurre questo argomento complesso, semplificando , spero non eccessivamente, le linee guida principali.
Non me ne abbiano a male i professori, gli ingegneri e i tecnici, questa è una prima “Guida Galattica per Autostoppisti fresatori”
Non me ne abbiano neanche le foti dal quale ho preso un po’ di tutto, testi, immagini, tabelle..
Iniziamo ora un affascinante viaggio nella microstruttura del titanio e nel processo di fresatura di questo affascinante metallo
 Proprietà fisiche del titanio
Proprietà fisiche del titanio
Il titanio situato nel IV gruppo della tavola periodica con numero atomico 22, ha proprietà eccellenti dal punto di vista ingegneristico; esso infatti mostra:
- Bassa densità
- Alta resistenza (resistente quanto l’acciaio e due volte più dell’alluminio)
- Basso modulo di elasticità
- Bassa conducibilità termica
- Bassa espansione termica
- Eccellente resistenza a corrosione
- Biocompatibilità
- Periodo di dimezzamento radioattivo estremamente corto (che consente il suo uso nei sistemi nucleari)
- Non è magnetico
- E’in grado di sostenere temperature estreme (grazie al suo alto punto di fusione)
- E’immune all’attacco corrosivo dell’acqua salata o degli ambienti marini.
- Resistenza ad una vasta gamma di acidi, di alcali, di acque naturali e di prodotti chimici industriali
- Grande resistenza agli attacchi di erosione, alla cavitazione ed agli urti.
Il titanio estratto dai minerali, una volta reso puro, si presenta bianco e brillante, è duttile solo se contiene quantità di ossigeno trascurabili, si brucia in aria ed è l’unico elemento che si brucia in azoto puro.
Il titanio può esistere in due forme cristalline: la fase α a cui corrisponde una struttura cristallina esagonale compatta, stabile a basse temperature, e la fase β che ha una struttura cubica a corpo centrato, stabile alle alte temperature.
Nel titanio non legato la fase alfa è stabile a tutte le temperature fino a 882°C, dove si trasforma in fase beta; questa temperatura è conosciuta come temperatura di “beta transus” e la fase beta è stabile da 882°C al punto di fusione.
Questo metallo ha una temperatura di ebollizione pari a 3285°C ed un alto punto di fusione (1660°C).
E’ resistente ad ossidazione fino a circa 600°C ed è un metallo reattivo che può accogliere e dissolvere interstizialmente elementi quali ossigeno, idrogeno, azoto.
Generalmente, però, trova impiego fino a temperature di circa 540°C, poiché la trasformazione allotropica da struttura HCP a struttura BCC limita ulteriormente la sua massima temperatura di applicazione.
Il titanio è caratterizzato da un basso valore di densità (4.54 g/cm3), approssimativamente il 56% di quello dell’acciaio; inoltre, è il 60% più pesante dell’alluminio, ma due volte più resistente.
La densità è considerevolmente influenzata dalla quantità e dalla densità degli elementi in lega.
La combinazione di bassa densità lineare ed alta resistenza produce rapporti resistenza/peso particolarmente favorevoli, superiori a quasi tutti quelli degli altri metalli.
Ha modulo di elasticità pari a 10,3 GPa, valore che è circa il 50% inferiore a quello dell’acciaio; questo basso modulo significa eccellente flessibilità, che è la proprietà basilare per il suo utilizzo in dispositivi odontoiatrici e in dispositivi protesici umani; tutto ciò unito ad un’eccellente biocompatibilità, fornisce un motivo supplementare per la rapida espansione del titanio nell’uso per protesi corporee.
Il titanio è virtualmente non magnetico, proprietà che lo rende ideale per applicazioni in cui l’interferenza elettromagnetica deve essere minimizzata. La permeabilità magnetica del titanio CP è 1.00005- 1.0001 a 955 H m-1.
Il titanio e le sue leghe
Il titanio e le sue leghe sono classificati in tre grandi categorie in base alle fasi predominanti presenti nella microstruttura a temperatura ambiente. Come detto precedentemente, a temperatura ambiente il titanio ha struttura cristallina esagonale a massimo impaccamento, chiamata alfa; a circa 882°C, la fase alfa si trasforma in una struttura cubica a corpo centrato, chiamata beta, che è stabile fino al punto di fusione, che varia tra 1650°C e 1700°C circa.
La temperatura di tale trasformazione allotropica è funzione del contenuto di elementi in lega ed è fortemente influenzata dagli elementi interstiziali ossigeno ed azoto; gli elementi in lega favoriscono o la fase alfa o la fase beta oppure sono neutrali.
L’alluminio, che và in soluzione solida nel titanio come elemento sostituzionale, stabilizza la fase alfa, innalzando la temperatura di trasformazione alfa- beta; tra gli altri alfa stabilizzatori ci sono carbonio, ossigeno ed azoto, che formano soluzioni solide interstiziali nel titanio.
Gli effetti di rinforzo di questi ultimi elementi interstiziali scompaiono nel range di temperatura da 260°C a 430°C, mentre gli effetti di rinforzo dell’alluminio rimangono fino a circa 540°C. Oltre all’effetto di rinforzo, entro questi limiti gli elementi interstiziali causano infragilimento.


I beta stabilizzanti, come idrogeno (interstiziale), rame, silicio, palladio, cromo, niobio, ferro, manganese, molibdeno, tantalio e vanadio, abbassano la temperatura di trasformazione alfa-beta, rendendo la fase beta stabile alle basse temperature; stagno e zirconio, infine, sono altamente solubili in entrambe le fasi e sono sostanzialmente neutrali nelle quantità presenti nelle leghe attuali, agendo come rinforzanti della fase alfa.
A 25°C, le leghe commerciali di titanio alfa e alfa-beta hanno densità che varia nel range 4.37 – 4.56 g/cm3, mentre quelle beta raggiungono valori di 4.94 g/cm3.
Siccome la struttura cubica del titanio beta contiene un maggior numero di piani di scorrimento rispetto a quelli presenti nella forma esagonale alfa, il titanio beta è più facilmente deformabile; le leghe nelle regioni beta ed alfa-beta sono, perciò, formabili a caldo.
Le leghe beta e alcune leghe alfa-beta contengono, oltre a molibdeno o vanadio, elementi in lega a causa dei quali la fase beta, nel range di temperatura tra 550°C e un massimo di 860°C, subisce una decomposizione eutettoidica in fase alfa e in un composto intermetallico.
 Le leghe alfa
Le leghe alfa
La principale variabile microstrutturale delle leghe alfa è la dimensione del grano.
Per una composizione fissata, la resistenza a breve termine (snervamento) e la resistenza a lungo termine (rottura per creep) sono influenzate dalla dimensione del grano e dall’energia immagazzinata (se ce n’è) a deformazione.
Tra le leghe alfa ci sono tipologie ad alto contenuto di alluminio, con così poca quantità di beta da essere identificate come super alfa.
Le leghe alfa più comuni sono la lega Ti- 5Al-2,5Sn ed una lega con bassa quantità di elementi interstiziali (ELI), che ha la stessa composizione della precedente.
La qualità ELI può essere ottenuta commercialmente per colata o con ogni altro tipo di lavorazione ed è usata in numerose applicazioni aerospaziali; inoltre, è utilizzata per realizzare serbatoi a riempimento di idrogeno liquido e per vasi ad alta pressione operanti al di sotto di circa –200°C, poiché essa mantiene duttilità e tenacità alle temperature criogeniche.
 Le leghe Beta
Le leghe Beta
Il titanio può esistere completamente in fase beta a temperatura ambiente (fase beta metastabile); l’addizione di alcuni elementi in lega, infatti, può inibire la trasformazione da beta ad alfa.
Le leghe beta sono abbastanza ricche di beta stabilizzanti (e povere di alfa stabilizzanti), in modo che possa essere ottenuta con velocità di raffreddamento appropriate una microstruttura in cui sia presente solo fase beta.
Proprio a causa del loro alto contenuto di elementi in lega, le leghe beta hanno densità maggiore (4,84 – 5,06 g/cm3) rispetto alle leghe alfa-beta e, quindi, i valori dei loro rapporti resistenza/densità non possono essere alti come quelli delle leghe alfa o alfa-beta.
Le leghe beta sono instabili e la precipitazione di fase alfa nella fase beta metastabile è un metodo usato per rinforzarle; sono, quindi, leghe in grado di acquisire una buona durezza, hanno buona lavorabilità a freddo quando sono trattate in soluzione e presentano alta resistenza quando sono invecchiate.
Le leghe beta possono essere formate prontamente a temperatura ambiente e a temperature un po’ più alta; inoltre, hanno una miglior saldabilità rispetto alle leghe alfa-beta.
Possono essere trattate a caldo in soluzione, formate in condizioni non eccessivamente pesanti ed indurite per invecchiamento nella parte finale della lavorazione, ottenendo alta resistenza.
Le leghe alfa-beta
Le leghe alfa-beta contengono sia elementi alfa stabilizzanti che beta stabilizzanti; queste leghe possono essere rinforzate con trattamento termico o con lavorazioni termo-meccaniche.
 Generalmente, quando si desidera un rinforzo, le leghe vengono raffreddate rapidamente a partire da alta temperatura (nel range di temperature di stabilità alfa-beta o anche sopra la temperatura di beta transus).
Generalmente, quando si desidera un rinforzo, le leghe vengono raffreddate rapidamente a partire da alta temperatura (nel range di temperature di stabilità alfa-beta o anche sopra la temperatura di beta transus).
Questo “trattamento di solubilizzazione“ è seguito da un trattamento a temperatura intermedia (invecchiamento o ageing) per produrre la giusta miscela di prodotti alfa e beta trasformati; in tal modo queste leghe possono essere lavorate mentre il materiale è ancora duttile e, successivamente, subiscono il trattamento termico che permette di rinforzare il materiale.
La risposta al trattamento termico dipende dalla velocità di raffreddamento adottata a partire dalla temperatura di solubilizzazione e, quindi, può essere legata alle dimensioni della sezione.
Le leghe alfa-beta hanno un’alta resistenza ma sono meno formabili delle leghe alfa; la saldatura per fusione si ottiene con efficienze del 100%. Questa classe di leghe di titanio incide su oltre il 70% di tutto il titanio impiegato commercialmente.
Dal punto di vista microstrutturale, i costituenti alfa, quelli rimasti beta e quelli trasformati in beta possono esistere in diverse forme: equiassici, aciculari o come combinazione di questi due.

Le strutture equiassiche si formano durante la lavorazione della lega nel range di temperature alfa-beta e durante la ricottura a basse temperature; le strutture aciculari, invece, hanno origine da lavorazioni o da trattamenti termici a temperature prossime alla beta transus, seguiti da rapido raffreddamento.
Il rapido raffreddamento dalle alte temperature nel range alfa-beta si traduce nella formazione di strutture primarie di alfa equiassico e secondarie di beta trasformato.
La Ti-6Al-4V è la lega di titanio maggiormente utilizzata (rappresenta infatti circa il 45% della produzione globale).
Considerando un basso indurimento, l’alto contenuto di alluminio di quest’ultima le conferisce un’eccellente resistenza ed ottime proprietà ad elevate temperature; essa è considerata una lega di titanio per scopi generici e le può essere attribuita qualsiasi forma attraverso lavorazione o per colata.
Alterando i livelli interstiziali di Ti-6Al-4V si danno nuove proprietà alla lega: la riduzione degli elementi interstiziali produce un’eccellente tenacità.
Ti6Al4V è la lega più usata tra quelle di titanio (50% dell’intera produzione di titanio), l’industria aerospaziale ne impiega più dell’80%, il settore delle protesi circa il 3%, il resto è diviso tra industria automobilistica e produzione di motori e propulsori.
Tra le applicazioni si hanno componenti aeronautici, applicazioni biomediche, applicazioni navali, industrie navali, trurbine a gas, ect.
Il Ti6Al4V appartiene alla classe delle leghe alfa-beta: l’elemento α- stabilizzante presente nella lega è l’alluminio, in percentuale del 6%, che conferisce alla lega delle eccellenti proprietà ad alta temperatura; l’elemento β- stabilizzante è invece il vanadio, in percentuale del 4%,che ha la funzione primaria di stabilizzare la fase β rendendo possibile il miglioramento delle caratteristiche meccaniche con il trattamento termico.
Concetti generali sulla lavorabilità del titanio
 Il titanio e le sue leghe sono sempre state caratterizzate da un’estrema difficoltà di lavorazione, dovute alle particolari caratteristiche meccaniche e chimiche del materiale: la bassa conducibilità termica, l’alta reattività chimica e il basso modulo di elasticità del materiale.
Il titanio e le sue leghe sono sempre state caratterizzate da un’estrema difficoltà di lavorazione, dovute alle particolari caratteristiche meccaniche e chimiche del materiale: la bassa conducibilità termica, l’alta reattività chimica e il basso modulo di elasticità del materiale.
Il titanio ha bassa conducibilità termica, per cui il calore generato dall’azione di taglio non è dissipato velocemente per conduzione all’interno del pezzo in lavorazione e si concentra sul tagliente e sul petto dell’utensile.
Il titanio ha modulo elastico relativamente basso, apprezzato sul prodotto finale ma che può essere causa di difficoltà di lavorazione.
Sotto la pressione dell’utensile il materiale “elastico” tende ad allontanarsi dalla zona di taglio soprattutto nelle passate “leggere”.
Le parti più sottili si deflettono e il bordo tagliente più che tagliare tende a strisciare sul pezzo provocando vibrazioni, problemi di tolleranza e inducendo una ulteriore produzione di calore.
Le forze di taglio e potenze richieste sono inferiori rispetto ad altri materiali, tuttavia a questi bassi valori di forze sono associate una molto più piccola area di contatto sul petto dell’inserto rispetto a quando si tagliano altri tipi di materiali.
Questo significa che lo sforzo di compressione sul tagliente è molto elevato.
Segue quindi che la vita dell’inserto è breve a causa dell’usura e/o deformazioni dell’inserto.
Il materiale asportato per considerare una ragionevole vita utile dell’inserto risulta minore di quando si lavora acciaio. Inoltre, a causa della piccola area di contatto, l’angolo del piano di scorrimento è ampio.
Tenendo conto delle caratteristiche del materiale sopra descritte si può arrivare a dei criteri generali di lavorazione:
• Utilizzo di basse velocità di taglio per minimizzare la creazione di calore. Velocità di taglio eccessive sono molto più dannose con il titanio che con altri materiali; un aumento della velocità del 30% può ridurre dell’80% la durata dell’utensile.
•La velocità di taglio incide sulla durata dell’inserto molto di più che gli altri parametri di taglio.
• Impiego di avanzamenti relativamente alti. La temperatura è meno influenzata dall’avanzamento che dalla velocità di taglio, pertanto è conveniente usare gli avanzamenti più alti possibili compatibili con una buona lavorazione.
• Utilizzo di taglienti positivi che consentano al truciolo di scorrere più velocemente sul petto del tagliente e quindi di limitare l’effetto di incrudimento.
• Uso di un flusso molto abbondante di fluido da taglio per aumentare l’effetto refrigerante. È necessario inoltre che il flusso sia diretto esattamente nel punto di taglio. In seguito alla bassa conducibilità termica infatti l’effetto refrigerante è molto ridotto se non esercitato direttamente sul punto di creazione del calore.
• Mantenimento di un’affilatura degli utensili molto accurata e loro sostituzione al minimo accenno di usura. Quando si lavora con una macchina utensile complessa o con un centro di lavoro, a causa dei costi di ammortamento della macchina, la produzione è molto più importante della vita dell’utensile da taglio, di conseguenza è consigliabile far lavorare un utensile fino al limite della sua capacità ma sostituirlo non appena la sua efficienza di taglio comincia a diminuire.
• Assicurare la massima rigidità di tutto il sistema di lavorazione (macchina, mandrino, portamandrino e utensile) per compensare l’elasticità del materiale ed evitare al massimo le vibrazioni.
• Non fermare mai l’avanzamento mentre pezzo ed utensile in movimento sono a contatto. Lasciare sostare l’utensile provoca l’immediato incrudimento e surriscaldo del materiale e favorisce abrasioni, grippature e rotture dell’utensile.

Caratteristiche degli utensili
La fresa adatta alla lavorazione è scelta mediante angoli e geometrie specifiche per la lavorazione del titanio:
• Angolo di registrazione
• Angolo di inclinazione
• Angolo di spoglia superiore
• Passo
• Micro geometria del tagliente
L’angolo di registrazione è l’angolo tra il tagliente principale e la superficie del pezzo da lavorare.
Questo angolo influenza fortemente l’entità degli sforzi e lo spessore del truciolo durante la lavorazione.
Il titanio, avendo la tendenza a flettersi, come prima illustrato, necessita di forze di taglio ridotte.
Un angolo di registrazione minore riduce lo spessore del truciolo, determina la ripartizione del materiale su una superficie più ampia del tagliente, comporta una penetrazione più graduale nel taglio, con una conseguente riduzione della pressione radiale e una protezione del tagliente. Tuttavia le forze assiali elevate determinano un aumento di pressione sul pezzo da lavorare, ciò significa avere un’attrezzatura o un bloccaggio che compensino adeguatamente questi sforzi.
La fresa a 90° genera soprattutto forze radiali nella direzione di avanzamento, ciò significa che la superficie lavorata non è soggetta ad una pressione assiale eccessiva: questo è un vantaggio quando si esegue la fresatura di pezzi caratterizzati da una struttura poco resistente o da pareti sottili.
La fresa a 45° è caratterizzata da forze di taglio radiali e assiali pressoché equivalenti che generano una pressione più bilanciata e comportano minori esigenze in termini di potenza della macchina. Questo è l’angolo di registrazione caratteristico di una spianatura generica.
L’angolo di registrazione a 10° viene utilizzato per le frese che lavorano a tuffo e con elevati avanzamenti. Questo consente di impiegare dati di taglio elevati anche se lo spessore truciolo è piccolo ma l’avanzamento tavola è molto elevato.
Le forze di taglio ridotte risultano inoltre vantaggiose per il fatto che la direzione prevalente è assiale, sia per quanto riguarda la fresatura radiale che per quella assiale, con una conseguente riduzione della tendenza alle vibrazioni e una velocità di rimozione potenziale del metallo molto elevata.
L’uso di una fresa con inserti rotondi (frese toriche)comporta angoli di registrazione variabili, a partire da 0 fino 90°, a seconda della profondità di taglio.
Il raggio dell’inserto offre un tagliente molto resistente, particolarmente adatto per elevate velocità di avanzamento della tavola grazie alla formazione di trucioli più sottili lungo il tagliente.
L’effetto di assottigliamento dei trucioli è adatto per la lavorazione del titanio e delle leghe resistenti al calore.
Il cambio di direzione della forza di taglio lungo il raggio dell’inserto e la pressione risultante durante l’operazione dipendono dalla profondità di taglio.
L’angolo di inclinazione è l’angolo compreso tra una qualsiasi sezione radiale della fresa passante per il centro e il petto dell’inserto.
Un’inclinazione positiva del tagliente guida il truciolo lontano dal pezzo e si dovrebbe utilizzare con materiali a truciolo lungo, come ad esempio l’acciaio. In modo analogo, l’angolo dell’elica sulle frese periferiche gioca un ruolo importante, favorendo l’evacuazione del truciolo.
Un’inclinazione negativa, invece, può costituire un’alternativa per i materiali a truciolo corto, come la ghisa, ed è a volte necessaria per la fresatura di materiali durissimi.
Le frese consigliate, per la lavorazione del titanio, sono quelle caratterizzate da geometria doppio positiva, ossia gli angoli radiali ed assiali sono entrambi positivi.
Lo spessore di truciolo prodotto e la lunghezza della superficie di contatto sono notevolmente ridotti.
Per la stessa passata vengono generate forze di taglio più basse ed è richiesto un minore assorbimento di potenza.
La formazione di truciolo è vantaggiosa, in quanto vengono prodotti trucioli spiraliformi e facilmente evacuabili.
Le frese doppio positive hanno un’azione di taglio dolce, quindi sono vantaggiose quando il pezzo è deformabile o instabile, ha la tendenza ad incrudirsi, oppure quando la potenza disponibile è limitata.
L’angolo di spoglia superiore γ è nel piano perpendicolare al tagliente e rappresenta l’angolo di taglio del materiale, influenza le forze di taglio tangenziali, e di conseguenza, l’assorbimento di potenza.
La spoglia positiva è quella più usata, consente un utilizzo migliore della capacità della macchina e provoca un minor riscaldamento del tagliente. L’angolo di spoglia negativo si dovrebbe utilizzare quando è richiesto un tagliente più robusto, come ad esempio per la fresatura di materiali duri.
 Un’altra caratteristica fondamentale da prendere in considerazione nella scelta della fresa più adatta ad una generica lavorazione, è il passo, ossia la distanza angolare tra i denti sulla fresa, e varia a seconda della lavorazione.
Un’altra caratteristica fondamentale da prendere in considerazione nella scelta della fresa più adatta ad una generica lavorazione, è il passo, ossia la distanza angolare tra i denti sulla fresa, e varia a seconda della lavorazione.
La scelta del passo nella lavorazione del titanio, non è così rigorosa; ma, dato che il passo determina il numero di denti, di conseguenza l’avanzamento tavola e il relativo tempo di truciolo-truciolo, si opta, se possibile, verso un passo stretto che consenta di aumentare la produttività.
Le limitazioni al passo stretto, nella lavorazione del titanio, consistono nella riduzione dell’area di evacuazione del truciolo lungo l’elica, che essendo lungo può creare problemi di intasamento vani o aggrovigliamento attorno al corpo fresa.
Infine, nella scelta della geometria di una fresa per il titanio, incide fortemente la micro geometria, ossia la preparazione del tagliente.
La micro geometria adatta alla lavorazione del titanio deve avere tagliente positivo e affilato, condizione fondamentale nel taglio del materiale.
Il tagliente, inoltre, deve avere una buona resistenza all’usura per abrasione, deformazione plastica e diffusione, nonché tenacità e robustezza.
È possibile prolungare la vita degli utensili da taglio per la fresatura frontale usando sempre una “fresatura con alimentazione concorde”, con un dispositivo di recupero del gioco della vite di avanzamento.
Nella fresatura in concordanza la direzione di avanzamento del pezzo da lavorare corrisponde a quello di rotazione della fresa nell’area di taglio.

Durante la lavorazione i trucioli di titanio tendono a saldarsi al tagliente della fresa e, quando il tagliente rientra nel metallo e i trucioli si staccano, portano via una parte del tagliente.
Questo succede in modo particolare con gli utensili di carburo.
Di conseguenza l’aumento di velocità di taglio che è possibile ottenere con gli utensili di carburo in confronto agli utensili di acciaio super rapido non sempre compensa i costi di usura addizionali; è consigliabile provare entrambi i tipi di utensili per determinare quale sia il migliore nei vari casi.
La fresatura con alimentazione concorde produce un truciolo fine quando i denti dell’utensile da taglio escono dal pezzo e quindi il truciolo si separa dal materiale nel punto in cui ha spessore minimo riducendo così la tendenza del truciolo a saldarsi al tagliente.
Come in tutte le operazioni di lavorazione del titanio, devono usarsi utensili affilati per ridurre lo sfregamento e la tendenza alla saldatura.
Gli angoli di spoglia inferiore o angoli di incidenza per le frese frontali devono essere maggiori di quelli usati per l’acciaio. Inoltre, è vantaggioso lavorare in concordanza in operazioni di finitura mentre in discordanza in sgrossatura: effettuando la sgrossatura in concordanza l’utensile si flette verso il pezzo determinando la sua non conformità.
In generale, si sceglie il diametro della fresa tenendo conto delle dimensioni della fresa rispetto al pezzo da lavorare e della potenza della macchina. La posizione della fresa rispetto al pezzo da lavorare e l’impegno dei denti della fresa sono fattori fondamentali per l’esecuzione corretta dell’operazione.
Angolo di registrazione e spessore del truciolo nelle operazioni di fresatura - Approfondimento
 L’angolo di registrazione (KAPR) è l’angolo tra il tagliente principale dell’inserto e la superficie del pezzo e incide su spessore del truciolo, forze di taglio e durata utensile.
L’angolo di registrazione (KAPR) è l’angolo tra il tagliente principale dell’inserto e la superficie del pezzo e incide su spessore del truciolo, forze di taglio e durata utensile.
Gli angoli di registrazione più comuni sono di 90, 45 e 10 gradi, oltre a quelli degli inserti rotondi.
Quando si riduce l’angolo di registrazione, si riduce anche lo spessore del truciolo, hex, per un determinato avanzamento, fz. Questo assottigliamento del truciolo fa sì che il materiale si distribuisca maggiormente su una parte più grande del tagliente.
Inoltre, angoli di registrazione più piccoli assicurano un’entrata più graduale nel pezzo, con conseguente riduzione della pressione radiale e protezione del tagliente. Tuttavia, le maggiori forze assiali aumentano la pressione sul pezzo.
Fresatura con angolo di registrazione di 90 gradi


Il campo di applicazione principale di una fresa a 90 gradi è la fresatura di spallamenti retti.
La fresa a 90 gradi genera soprattutto forze radiali, nella direzione di avanzamento. Ciò significa che la superficie lavorata non è esposta a forze assiali elevate e ciò favorisce la fresatura di pezzi con struttura debole, pareti sottili o fissaggio instabile.
Fresatura con angolo di registrazione di 45 gradi


La fresa a 45 gradi è adatta alle applicazioni di spianatura di tipo generale. Generando forze di taglio radiali e assiali ben bilanciate, è meno esigente in termini di potenza della macchina.
Questo tipo di frese è particolarmente indicato per la fresatura di materiali a truciolo corto che si “sfaldano” facilmente se si esercitano forze radiali eccessive sulla quantità di materiale, in progressiva diminuzione, lasciato alla fine del taglio.
La graduale entrata nel taglio limita la tendenza alle vibrazioni durante le operazioni di fresatura con lunghe sporgenze o attacchi/accoppiamenti più piccoli o deboli.
La formazione di un truciolo più sottile consente di ottenere un’elevata produttività in molte applicazioni, grazie alla possibilità di raggiungere velocità di avanzamento tavola elevate pur mantenendo un carico moderato sul tagliente.
Fresatura con angolo di registrazione di 60–75 gradi


Si tratta di frese di spianatura per applicazioni speciali che offrono profondità di taglio maggiori rispetto alle frese di spianatura per applicazioni generali. Le forze assiali sono minori rispetto a una fresa di spianatura a 45 gradi e la robustezza del tagliente è maggiore rispetto a una fresa a 90 gradi.
Fresatura con angolo di registrazione di 10 gradi


L’angolo di registrazione di 10 gradi viene utilizzato sulle frese ad avanzamenti elevati e su quelle a tuffo. Il truciolo sottile generato consente di raggiungere avanzamenti molto elevati per dente, fz, con piccole profondità di taglio e, conseguentemente, avanzamenti tavola molto alti, vf.
La forza di taglio assiale dominante è diretta verso il mandrino e lo stabilizza. Ciò è positivo per setup lunghi e deboli, poiché limita la tendenza alle vibrazioni.
Questo tipo di fresa si rivela efficace nell’esecuzione di fori quando si usano tre assi e nella fresatura a tuffo di cavità o in tutti i casi in cui è necessaria una fresa più lunga.
Fresatura con inserti rotondi o frese con grande raggio di punta


Una fresa con inserti rotondi è adatta ad applicazioni generiche di fresatura e si dimostra efficiente per le operazioni di sgrossatura.
Il raggio di punta consente di avere un tagliente molto robusto, adatto a elevate velocità di avanzamento tavola grazie alla formazione di trucioli più sottili da parte del tagliente lungo. Grazie a questo effetto di assottigliamento dei trucioli, queste frese sono adatte per la lavorazione del titanio e di leghe resistenti al calore.
A seconda delle variazioni della profondità di taglio, ap, l’angolo di registrazione può variare da zero a 90 gradi, modificando la direzione della forza di taglio lungo il raggio tagliente e, conseguentemente, la pressione risultante durante l’operazione di fresatura.
Spessore massimo del truciolo nelle operazioni di fresatura
Lo spessore massimo dei trucioli è uno dei parametri più importanti per un processo di fresatura produttivo ed affidabile. Per una lavorazione efficace, è necessario mantenere hex a un valore corretto in rapporto alla fresa utilizzata.
- Un truciolo sottile, con un valore hex troppo basso, è tra le cause più comuni di scarse prestazioni e, quindi, bassa produttività. Questo può incidere negativamente su durata utensile e formazione del truciolo
- Un valore hex troppo alto sovraccarica il tagliente, a volte fino alla rottura
L’assottigliamento dei trucioli permette un maggiore avanzamento
Nelle tre situazioni che seguono, l’avanzamento per dente può essere aumentato grazie all’effetto di assottigliamento dei trucioli:
- Utilizzo di frese a tagliente diritto con angoli di registrazione inferiori a 90°.
- Utilizzo di inserti rotondi o con grande raggio, a basse profondità di taglio, ap.
- Fresatura periferica con piccolo impegno radiale, ae/De.
Calcolo dello spessore del truciolo per inserti a tagliente diritto
Con le frese a 90 gradi, l’avanzamento per dente è pari allo spessore massimo del truciolo (fz=hex). Quando si diminuisce l’angolo di registrazione, aumentare l’avanzamento per dente in modo da mantenere lo stesso spessore del truciolo.



Ecco di quanto può essere aumentato l’avanzamento per dente sulla fresa a 10 gradi ad avanzamenti elevati. Questo è possibile perché il truciolo si assottiglia di un fattore di quasi sei volte.
Calcolo dello spessore del truciolo per inserti rotondi e raggiati
Lo spessore del truciolo (hex) varia con gli inserti rotondi e dipende dall’angolo di registrazione. Quando il rapporto ap/i C è basso, è possibile aumentare notevolmente l’avanzamento per portare lo spessore del truciolo al livello desiderato.
Le migliori prestazioni si ottengono quando l’angolo di registrazione rimane sotto i 60 gradi e la profondità di taglio non supera il 25% del diametro dell’inserto. Per profondità di taglio superiori, è più vantaggioso usare un inserto quadrato a 45 gradi.
Gli inserti rotondi hanno una maggiore capacità di generare trucioli di spessore massimo rispetto alle soluzioni con tagliente diritto, grazie alla forma più robusta dell’inserto e alla maggiore lunghezza di taglio.





Gli inserti rotondi si distinguono per il fatto che lo spessore del truciolo cambia in base alla profondità di taglio. Di conseguenza, a basse profondità di taglio è necessario aumentare l’avanzamento per ottenere trucioli del corretto spessore.
Calcolo dello spessore del truciolo nelle operazioni di fresatura periferica

Il valore hex varia in base al diametro della fresa e all’impegno di lavoro, la penetrazione radiale di una fresa, ae/DC. Se questo parametro è inferiore al 50%, lo spessore massimo del truciolo sarà inferiore rispetto afz.
L’avanzamento può essere aumentato del valore di modifica nella tabella che segue in base al rapporto ae/DC.
Esempio:
DC 20 mm – ae = 2 mm, ae/DC = 10%
hex = 0.1 mm, fz = 0.17 mm/dente
| Rapporto del diametro di taglio, ae/DC | Fattore di correzione | fz (mm/dente): | ||
| hex (mm) | ||||
| min. 0.1 | iniziale 0.15 | max 0.2 | ||
| 50-100% | 1.0 | 0.10 | 0.15 | 0.20 |
| 25% | 1.16 | 0.12 | 0.17 | 0.23 |
| 20% | 1.25 | 0.13 | 0.19 | 0.25 |
| 15% | 1.4 | 0.14 | 0.21 | 0.28 |
| 10% | 1.66 | 0.17 | 0.25 | 0.33 |
| 5% | 2.3 | 0.23 | 0.34 | 0.46 |
Meccanismi di formazione del truciolo
 I modelli FEM sono in grado di simulare la lavorazione del titanio, grazie alla capacità di riprodurre il truciolo segmentato tipico di questo materiale. Esistono in letteratura diverse teorie che descrivono il processo di formazione del truciolo.
I modelli FEM sono in grado di simulare la lavorazione del titanio, grazie alla capacità di riprodurre il truciolo segmentato tipico di questo materiale. Esistono in letteratura diverse teorie che descrivono il processo di formazione del truciolo.
Sulla base di queste si introducono nel FEM modelli opportuni per ottenere la morfologia del truciolo. Di seguito sono brevemente descritte le teorie alla base della formazione del truciolo, quindi è spiegato il modello di frattura introdotto nel modello.
In generale il truciolo può essere classificato come continuo o ciclico. Quello ciclico a sua volta è suddiviso in tre tipi: ondulato, segmentato e discontinuo.
Il truciolo ondulato e segmentato hanno un profilo differente, infatti il truciolo segmentato, a differenza di quello ondulato, è caratterizzato da picchi.
Rivestimento
Il rivestimento, o coating, dell’inserto è finalizzato a migliorarne la resistenza all’usura e di conseguenza aumentarne la durata; in generale permette una maggiore produttività nelle lavorazioni per asportazione di truciolo. Il rivestimento funge da barriera termica tra pezzo e substrato, impedendo che questo sia soggetto a un eccessivo riscaldamento.
Infatti in seguito all’aumento di temperatura (in genere superiore ai 700°C) cresce la possibilità di ossidazione e diffusione che sono causa dell’usura per craterizzazione e della diminuzione della durezza del substrato.
Il rivestimento permette una diminuzione dell’attrito nell’interfaccia pezzo-inserto; è caratterizzato da una bassa conducibilità termica e ha una maggiore durezza a caldo rispetto al substrato.
Morfologia del truciolo
 Si riporta in figura la sequenza di formazione truciolo evidenziando la variabilità della lunghezza di contatto, indicata in verde, e dell’ampiezza dell’angolo di scorrimento, indicato in rosso.
Si riporta in figura la sequenza di formazione truciolo evidenziando la variabilità della lunghezza di contatto, indicata in verde, e dell’ampiezza dell’angolo di scorrimento, indicato in rosso.
La morfologia del truciolo è legata all’angolo di scorrimento.
Quando si forma il picco la lunghezza di contatto è maggiore e il valore dell’angolo di scorrimento è minore (nel grafico si è in corrispondenza del tratto costante).
Mentre quando si forma la valle la lunghezza di contatto è minore e il valore dell’angolo di scorrimento è maggiore (nel grafico si è in corrispondenza del tratto crescente del picco).
Una volta formatesi la valle, il truciolo continua a scorrere sul petto dell’inserto e la lunghezza di contatto aumenta nuovamente fino alla formazione del picco successivo e contemporaneamente il valore dell’angolo di scorrimento inizia a diminuire (si è in corrispondenza del tratto decrescente del picco).
Si può dedurre che lunghezza di contatto e angolo di scorrimento siano inversamente proporzionali. In generale aumentare l’angolo di scorrimento è vantaggioso per ridurre le tensioni residue superficiali, ma se la lunghezza di contatto diminuisce troppo si ha una eccessiva concentrazione degli sforzi e dell’energia specifica in corrispondenza del tagliente.
Lunghezza di contatto
 Lunghezza di contatto è una variabile critica nel processo di taglio del titanio per cui è analizzata dettagliatamente in questo paragrafo con lo scopo di comprendere il processo di lavorazione e indirizzarsi così verso una geometria più indicata per la lavorazione stessa.
Lunghezza di contatto è una variabile critica nel processo di taglio del titanio per cui è analizzata dettagliatamente in questo paragrafo con lo scopo di comprendere il processo di lavorazione e indirizzarsi così verso una geometria più indicata per la lavorazione stessa.
Per giungere a una ottimizzazione delle prestazioni, bisogna optare per configurazioni che permettano un aumento della lunghezza di contatto rispetto alla lunghezza di contatto naturale.
Come già illustrato nei capitoli introduttivi, la lunghezza di contatto nella lavorazione del titanio è minore rispetto ad altri materiali.
Si verifica se anche il modello FEM conferma, almeno qualitativamente, quanto osservato sperimentalmente.
A tal proposito si considera una delle configurazioni del piano simulativo e la si implementa lasciando invariati tutti i parametri e cambiando solo il materiale del pezzo.
Nella seguente tabella sono riportati gli step più significativi per illustrare il processo di formazione del truciolo sotto il profilo termico.
 Si analizza la configurazione con fascetta L2 L6 figure riportano la mappa termica del pezzo e dell’inserto per cui è possibile individuare visivamente quali siano le regioni del pezzo che si trovano a temperatura maggiore.
Si analizza la configurazione con fascetta L2 L6 figure riportano la mappa termica del pezzo e dell’inserto per cui è possibile individuare visivamente quali siano le regioni del pezzo che si trovano a temperatura maggiore.
Quello che emerge è che in alcuni casi il calore è distribuito lungo il piano di scorrimento, mentre in altri rimane localizzato in prossimità del tagliente.
Confrontando la storia termica anche delle altre simulazioni non si individua una regolarità in questo comportamento termico e/o un legame con la formazione del truciolo.
Tuttavia quando la segmentazione è più pronunciata e regolare prevale la distribuzione termica sul piano di scorrimento.
L’ aspetto comune a tutte le configurazioni analizzate finora è che i nei primi cicli picco-valle il calore è localizzato lungo il piano di scorrimento e successivamente nella zona del tagliente, comportando una temperatura via via crescente nell’interfaccia pezzo-inserto.

Deformazioni del sottosulo microstrutturato durante la fase di fresatura.
 Il processo di fresatura nella sua micro o nanodimensione è un evento traumatico per il grezzo da fresare.
Il processo di fresatura nella sua micro o nanodimensione è un evento traumatico per il grezzo da fresare.
Quello che nella macrodimensione è un tagliente risulta essere nella microdimensione un evento brutale, distruttivo, traumatico.
I metalli, le plastiche , le zirconie o gli aglomerati di polveri vengono scossi da un utensile che strappa parte del loro tessuto esterno, questo si riperquite sugli strati piu’ prossimi del materiale con deformazioni e microcricche.
Parametri di taglio sbagliati, utensili non dedicati al materiale fresato, frese di scarsa qualita’ o usurati possono aumentare notevolmente questo trauma lasciando ripercussioni strutturali anche importanti.
Analizziamo il fenomeno e le possibili cure.
Microstruttura
La deformazione microstrutturale del sottosuolo causata dalla lavorazione consiste in bordi di grano deformati nella direzione del taglio e allungamento dei grani stessi.
Questi tipi di difetti sono tipicamente creati durante la lavorazione di leghe di titanio, che nella sua fase Alpha-Beta è formato da grani di fasi differenti di titanio, stabilizzate da metalli aggiunti in fase di colata ( vedi inizio di questo articolo)
La fresa con la sua geometria e forma strappa dalla base del grezzo una parte di esso , che conosciamo come truciolo, lo strato sottostante al truciolo si polverizza nel primissimo strato e si deforma negli strati sottostanti. I grani stessi si deformeranno e scivoleranno lungo le linee di collegamento dei cristalli Alpha e Beta, il calore causato da questo movimento e dall’atrito della fresa cerchera’ di spostare di fase il metallo e microcrepe si creerano lungo le aree di maggior cedevolezza del metallo stesso
Osservazioni delle foto a ingrandimenti importanti ci consentono di concludere che la microstruttura nella regione superiore fino a diversi micrometri al di sotto della superficie lavorata tende a mostrare una deformazione plastica.
La deformazione plastica sembra seguire la stessa direzione della velocità di avanzamento.
Dalle osservazioni delle immagini registrate, abbiamo notato che la gravità della deformazione plastica sul sottosuolo immediatamente sotto la superficie lavorata è controllata dalla velocità di taglio e dall’usura dell’utensile.
La Figura mostra la sezione trasversale della microstruttura del sottosuolo dalla superficie lavorata a diverse velocità di taglio quando si utilizza un nuovo utensile (usura iniziale).
Non sono state osservate alterazioni microstrutturali significative o grani deformati derivanti dalla bassa pressione e temperatura di taglio. La microstruttura del sottosuolo vicino alla superficie tende a mostrare una deformazione plastica.
Questa forma di alterazione microstrutturale è tipicamente associata al riscaldamento superficiale altamente localizzato causato da una lavorazione eccessiva o da uno strumento usurato.
Si osserva una leggera deformazione plastica di uno strato della superficie lavorata a diverse velocità di taglio di 40, 100 e 300 m min.Al contrario, si può osservare un’area notevolmente deformata per i campioni generati da un utensile usurato, con VB = 0,2 mm a diverse velocità di taglio.
Con l’aumento della velocità di taglio, da bassa ad alta, diminuiscono la deformazione plastica e l’alterazione profonda della microstruttura.
La deformazione plastica sulla superficie lavorata è causata dall’elevata pressione di taglio ad alta temperatura durante il processo di lavorazione.
La lavorazione prolungata utilizzando un utensile usurato dall’usura iniziale a VB = 0,35 mm produce una grave deformazione plastica e una profonda alterazione della microstruttura sulla superficie lavorata.
Uno strato superficiale di materiale notevolmente deformato può essere formato in alta temperatura e alta pressione di taglio prodotte durante il taglio.
Le zone di deformazioni o frattura possono essere classificate come possibili zone di innesco delle fratture, ogni piccola crepa, ogni rigatura del metallo, ogni irregolarita’ tende a concentrare su essa le forze o sforzi; piu’ la superfice risultera’ irregolare piu’ la concentrazione sara’ elevata.
Cerchiamo di capire come , una volta fresato il nostro pezzo , possiamo ridurre la possibilita’ di frattura dello stesso una volta sottoposto a carico con questo approfondimento.

Uno dei metodi di riduzione di questi segni , traumi lasciati dalla fresatura sul metallo è la ricopertura , da alcuni anni abbiamo adottato il TiN Coated come rivestimento per le viti e per le basi da incollaggio Interface IPD ProCam. Ultimamente abbiamo esteso questo trattamente anche su soluzioni protesiche come i MultiUnit o MUA.
Questo rivestimento permette di sigillare le possibili microcricche o segni aumentando considerevolmente la resistenza a fatica e atrito dei componeti protesici.
Fratture di componenti protesici sottoposti a carico:
Com’è noto in un impianto dentale esistono componenti che con il passare del tempo, possono portare a problemi e danni per l’impianto stesso e quindi la salute del paziente.
Abbiamo affrontato , per esempio, l’argomento delle complicanze relative alle viti di connessione implanto-protesiche (LINK ARTICOLO).
 In Letteratura, studi condotti da Adell riferiscono statistiche che indicano complicanzeprotesiche relative alle viti che ammontano al 3,5% rispetto alla totalita’ degli impianti posizionati nell’arco dei 5 anni analizzati.
In Letteratura, studi condotti da Adell riferiscono statistiche che indicano complicanzeprotesiche relative alle viti che ammontano al 3,5% rispetto alla totalita’ degli impianti posizionati nell’arco dei 5 anni analizzati.
Oggi sempre piu’ spesso ci troviamo difronte a pazienti con impianti posizionati anni prima e migrati da uno studio ad un altro.
Questo fenomeno impone al clinico di rimettere mano a lavori vecchi o non suoi, rilasciando nuove garanzie di sopravvivenza.
Per cercare di arginare i problemi di fratture e svitamenti, si stanno sviluppando tecnologie inerenti ai trattamenti superficiali, l’utilizzo delle viti con trattamenti antisvitamento permette di aumentare la predicibilita’ di successo nel tempo sia su lavori protesici nuovi o vecchi.
Aziende come AbutmentCompatibili.com risponde a queste esigenze di predicibilita’ con il trattamento TiN Coated.
Abbiamo visto in post precedenti (LINK ARTICOLO)come il trattamento TiN Coated permette di ridurre significativamente la possibilita’ di svitamento di una vite.
Proviamo ora ad affrontare l’argomento dal punto di vista delle fratture.
Come possiamo ridurre le fratture da sovraccarico o fallimento a fatica delle viti protesiche o di abutment in titanio?
In questo studio, è stata eseguita la prova a fatica , una simulazione della masticazione umana, per capire come e quando la frattura avviene.
Per questo studio sono state usate le norme UNI ISO 14801.
Il test ha preso in considerazione 2 tipologie di trattamenti superficiali piu’ un campione test non trattato; la connessione presa in esame è una classica connessione ad esagono esterno tipo Branemark o Biomet 3i di diametro 4,1mm. Questa connessione è stata presa in considerazione perche considerata la piu’ diffusa.
I trattamenti adottati sono il TiN Coated, trattamento di tipo ceramico e il WC con Carburo di Tungsteno. La scelta è ricaduta su questi due trattamenti perche’ ritenuti i piu’ performanti e utilizzati.

Trattamenti TiN – WC – Macchianto
Questi due trattamenti di superficie sono facilmente riconoscibili dal loro colore:
Giallo oro per il TiN Coated e nero per il WC con Carburo di Tungsteno.
Le norme UNI ISO 14801 prevedevano l’utilizzo di una vite “usata” , quindi tutte le viti sono state prima serrate correttamente a 32 N/Cm e svitate per 5 volte con intervalli di 10 secondi tra un avvitamento e l’altro.
L’ultimo avvitamento è avvenuto anch’esso a 32 N/Cm ed è stato quello esaminato.
L’operatore , medico dentista utilizzatore di questa tipologia di impianto, ha usato come strumento una chiave dinamometrica tarata correttamente come previsto dalla norma UNI ISO 14801.
In totale sono state esaminate 60 viti suddivise nei 3 gruppi ( TiN Coated, WC con Carburo di Tungsteno e la non trattata per controllo ).
I provini sono stati posizionati a 30° di inclinazione; cosi facendo si sono ricreate le condizioni tipiche di un impianto posizionato in modo protesicamente non perfetto.

Partendo da un dato certo, il valore medio del carico di rottura di queste viti (725.7N), sono state impostati due step di carico a fatica.
Il primo step partendo da 42N arriva al 60% del carico massimo, quindi 420N; il secondo arriva all’80% quindi 580N partendo dai 58N.
Queste prove sono state impostate con 100 milioni di cicli che rappresentano la masticazione media di un paziente in un anno.
Per comprendere meglio i risultati di questa prova bisogna capire prima come si arriva a una rottura della vite, come si creano le cricche e come si propagano.
Partiamo dalla classificazione delle rotture che prendiamo in considerazione:
- Rottura statica
Questa prova statica è stata usata per trovare il valore di 725.7N.
Questo valore indica la massima forza che la vite puo’ sopportare ma non viene simulata una masticazione.
- Rottura a fatica
La fatica è un meccanismo di rottura indotto da carichi esterni variabili nel tempo.
I carichi possono essere di qualsiasi tipo: trazione, flessione, taglio, torsione, purché variabili.
In questo caso la variabile è la masticazione simulata.
Meccanismo di rottura a fatica
 La rottura a fatica consiste di tre fasi fondamentali:
La rottura a fatica consiste di tre fasi fondamentali:
Fase 1: Innesco di una o più cricche
Fase 2: Propagazione della cricca dominante
Fase 3: Frattura finale
Le cricche di fatica hanno generalmente iniziosulla superficie.
Le condizioni della superficie, rugosità superficiale, graffi o segni di lavorazione meccanica, influenzano in maniera determinante la resistenza a fatica.
La deformazione plastica gioca un ruolo fondamentale in questa fase.
L’applicazione ripetuta di carichi variabili determina la formazione, all’interno dei grani superficiali, di bande di scorrimento che causeranno l’innesco.
Fase 1: Innesco
Questo primo stadio, l’innesco , è definito anche assestamento microstrutturale.
Slittamenti “disordinati” dei piani cristallini del metallo si localizzano in bande disposte a 45° rispetto alla direzione dello sforzo applicato, generando microintrusioni e microestrusioni.
La frattura si innesca quasi sempre sulla superficie del pezzo ed è dovuta a irregolarità superficiali di qualsiasi tipo, ad esempio microcricche e microintagli.
Complementare conseguenza dell’innesco è la nucleazione di microintrusioni e microestrusioni che determinano l’innesco del danneggiamento per fatica.
Sul fondo di tali microintrusioni gli sforzi risultano amplificati per effetto d’intaglio, per cui il materiale in quel punto cederà facilmente e si formeranno delle microcricche.
Queste tendono a riunirsi, andando a formare la cricca vera e propria, che si considera ormai nucleataquando raggiunge la profondità di circa 0,1 mm.
Fase 2: Propagazione della cricca:
La cricca si propaga in direzione ortogonale alla direzione esterna.
In particolare dopo la nucleazione della cricca, la sua propagazione avviene in maniera transgranulare e in senso perpendicolare a quello del massimo sforzo ; ad ogni ciclo di sforzo la cricca avanza di un “passo” e lascia a volte tracce caratteristiche, dette “striature“.
All’apice della cricca si ha intensificazione degli sforzi. Se il materiale è tenace, si ha deformazione plastica e propagazione della cricca; aumenta il raggio di plasticizzazione all’apice della cricca e di conseguenza avviene l’arresto della cricca stessa.
Questo arrestarsi e ripartire della cricca per ogni ciclo dà origine alla formazione delle linee di spiaggia o arresto tipiche della zona di propagazione.
Fase 3: Frattura finale:
L’avanzare della cricca porta ad una progressiva diminuzione di sezione resistente; quando la sezione resistente si riduce e la dimensione della cricca raggiunge il valore della sezione critica del materiale, si ha la frattura finale di schianto per sovraccarico (statico).
Ora che vi è piu’ chiaro il meccanismo di frattura, possiamo analizzare con piu’ serenita’ i dati rilevati.
 Comparativa tra viti standard Vs Tin Coating Vs WC
Comparativa tra viti standard Vs Tin Coating Vs WC
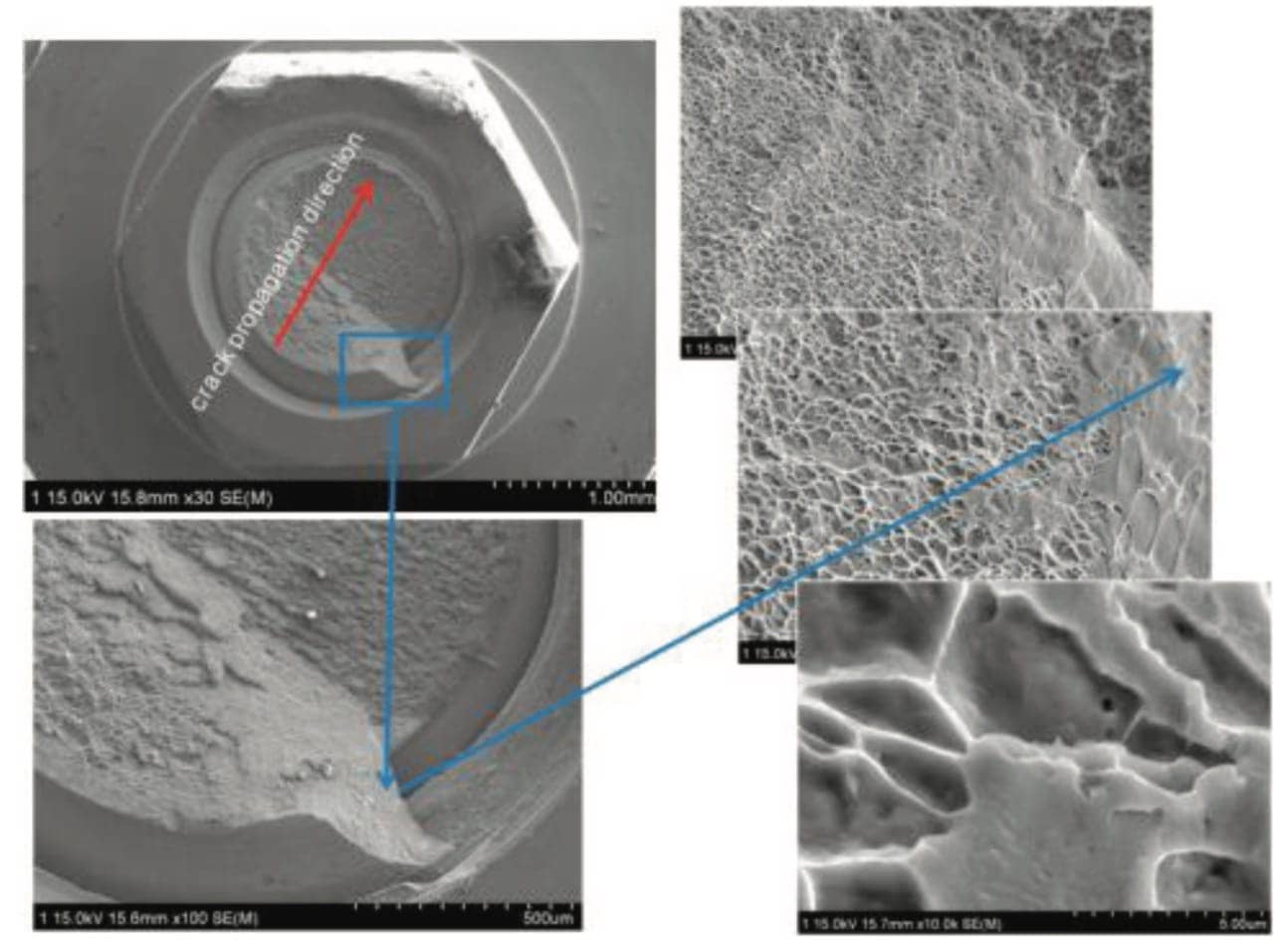
La prima serie di test effettuati, fino al 60% del carico (420N), portano alla frattura la vite non trattata a soli 587,807 cicli , questo valore ci serve per confrontare correttamente le viti con trattamenti superficiali.
Le viti con trattamento TiN Coated cedono a 826,523 cicli (valore medio).
La frattura delle viti in esame non sia stata influenzata da una iniziale deformazione plastica, come avvenuto sulle viti non trattate.
E’ importante sottolineare come ,inoltre queste viti, non presentano delle linee di arresto evidenti,evidenziando una propagazione rapida.
Il trattamento WC Carburo di Tungsteno ha permesso alle viti di arrivare a 1.000,000 di cicli (valore medio), anche in questo caso non sono state osservate linee di spiaggia fino ad 1/3 della sua sezione, che comparivano solo nella porzione restante.

420N trattamento WC

420N trattamento TiN

420N non trattata
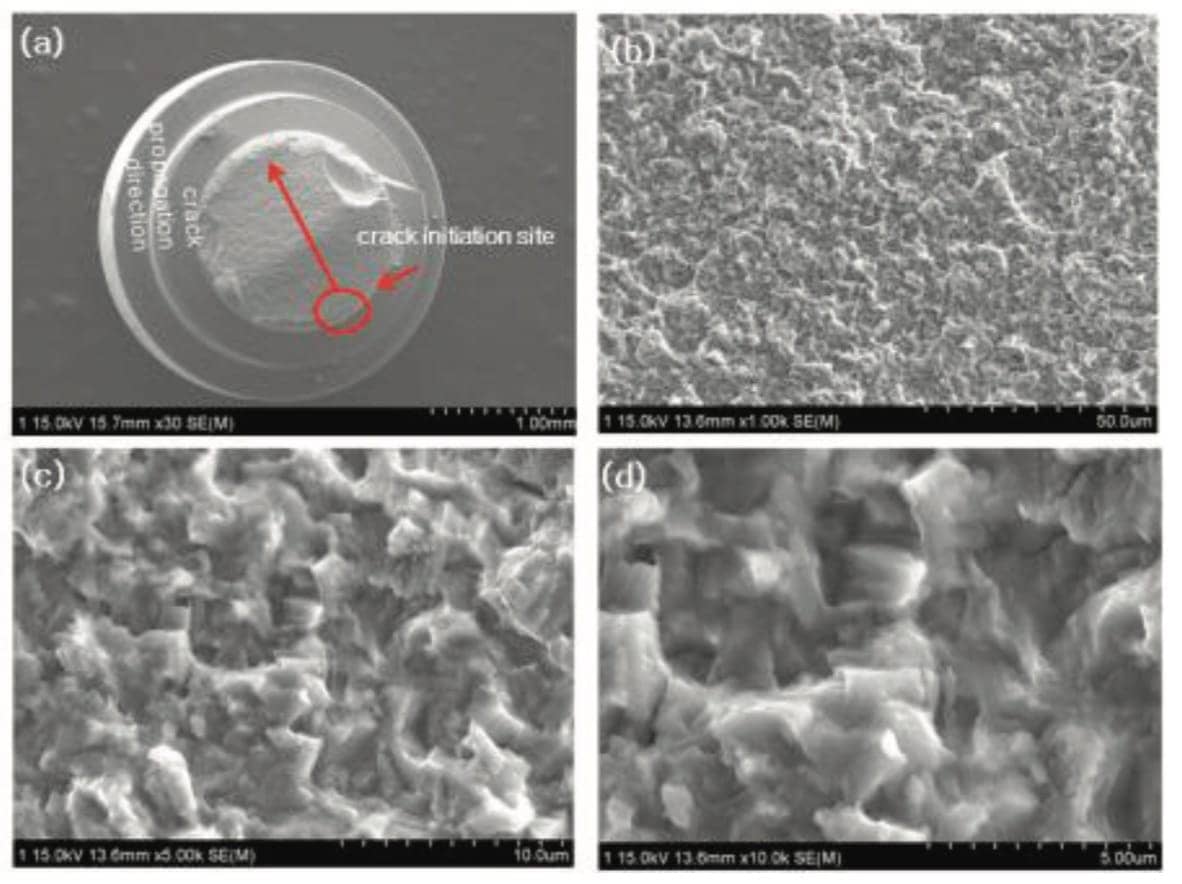
I trattamenti WC Carburo di Tungsteno e TiN Coated si sono comportati quindi in maniera analoga tra loro inibendo la crescita e la propagazione della cricca.
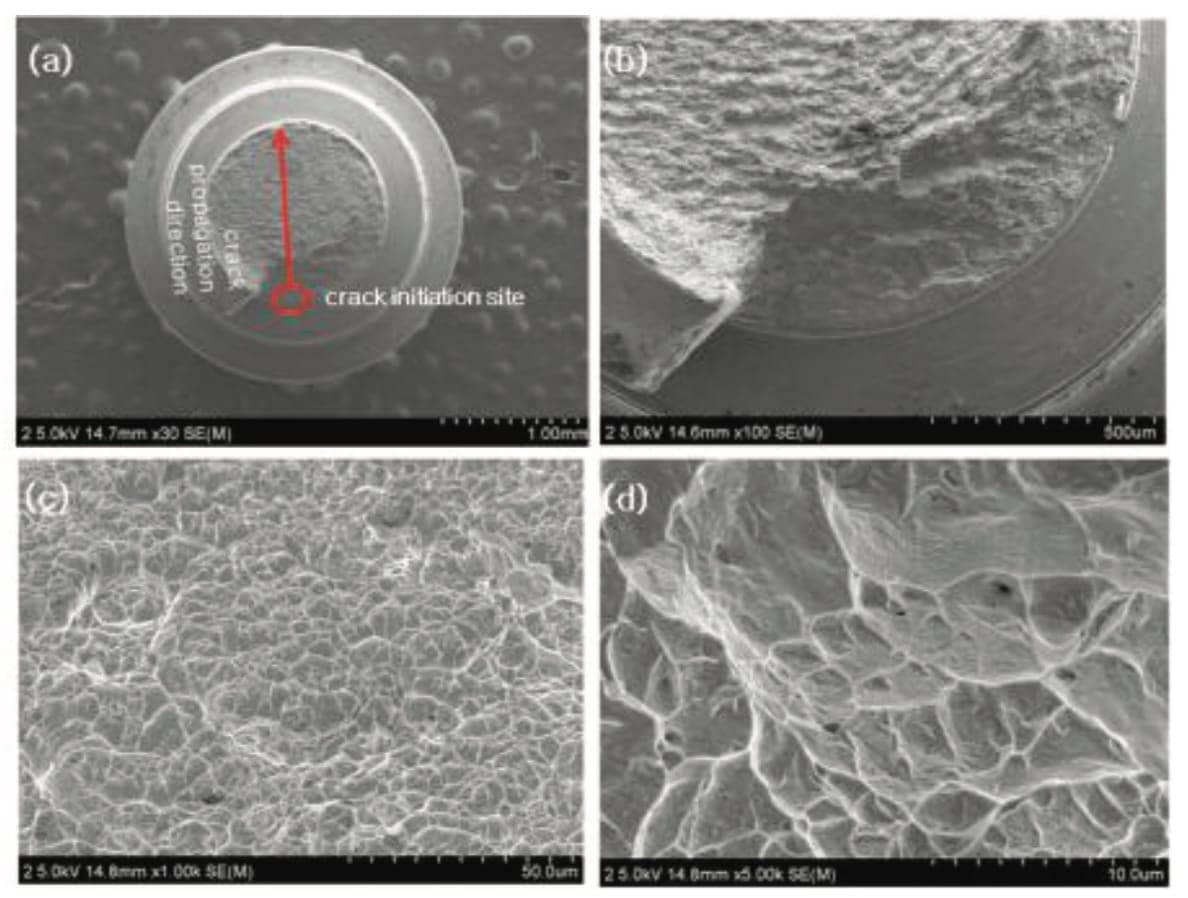
La seconda serie di test prevedeva di raggiungere 80% dello sforzo con 580N.
Le viti di riferimento non trattate hanno ceduto a 21,161 cicli (valore medio) presentando anche in questo caso deformazione e linee di arresto evidenti.
Il trattamento TiN Coated ha permesso di raggiungere i 41,450 cili (valore medio) con la comparsa di un accenno di deformazione iniziale.
Non sono osservabili linee di arresto ad evidenza di una rottura/propagazione immediata.
I campioni con trattamento WC Carburo di Tungsteno, fratturati a 23,291 cicli, hanno mostrato segni di deformazione iniziale maggiori al trattamento TiN Coated e le linee di arresto erano visibili, ma indicavano ugualmente una propagazione rapida della frattura.

Conclusioni del test a fatica.
I trattamenti superficiali come WC Carburo di Tungsteno e TiN Coated migliorano sensibilmente la finitura superficiale della vite riducendo la possibilita’ di inneschi di cricche. Il coating TiN aumenta in maniera evidente la rigidita’ e durezza della vite, permettendo di sopportare stress masticatori maggiori.
Il trattamento WC Carburo di Tungsteno invece non ha la stessa efficacia nell’irrobustire la vite, risultando meno performante sottoposta ad elevate forze masticatorie , pur mantenendo le sue proprieta’ antisvitamento.
Nel caso si utilizzi il trattamenti TiN Coated su abutment protesici come i MultiUnit o le basi da incollaggio Interface IPD ProCam, questo andrebbe a sigillare i possibili microsegni della fresatura aumentando la resistenza a fatica delle componenti porotesiche.
Testi di Francesco Biaggini
Fonti e informazioni:
The ‘skin effect’ of subsurface damage distribution in materials subjected to high-speed machining, Bi Zhang and Jingfei Yin 2019 Int. J. Extrem. Manuf. 1 012007.
Microstructural Characterization of Ti6Al4V Metal Chips by Focused Ion Beam and Transmission Electron Microscopy, Judy Schneider.
Machinability of Luxury Vinyl Tiles during Plain Milling Using a Helical Cutter, Zhaolong Zhu , Pingxiang Cao ,*, Xiaolei Guo ,, Xiaodong (Alice) Wang , Fan Zhang and Yu Gao .
MACHINING OF TITANIUM ALLOY (Ti-6Al-4V) – THEORY TO APPLICATION , A. Pramanik , G. Littlefair
Tesi di Laurea “Analisi e ottimizzazione degli utensili di fresatura per applicazioni aeronautiche/elicotteristiche” Ing.
Antonio Franco.
Tecnologie per la realizzazione e funzionalizzazione di nanotubi di titanio , Ing Annalisa Acquesta
Tesi di Laurea “PROGETTAZIONE E REALIZZAZIONE DI UN UTENSILE PER LA FRESATURA DI LEGHE DI TITANIO” Ing. Maria Eugenia NARDIS
Fatigue Fracture of Implant System Using TiN and WC Coated Abutment Screw
[1] Rangert B, Jemt T, Jörneus L. Forces and moments on Branemark implants. Int J Oral Maxillofac Implants 1989;4:241-7.
[2] Charles JG, Guillermo Bernal, Kitichai Rungcharassaeng, Joseph Y. K. K. Clinical complications with implants and implant prostheses. J Prosthet Dent 2003;90:121-32.
[3] Adell R, Lekholm U, Rockler B, Brånemark PI. A. 15-year study of osseointegrated implants in the treatment of the edentulous jaw. Int J Oral Surg 1981;10:387-16.
[4] Morgan MJ, James DF, Pilliar RM. Fractures of the fixture component of an osseointegrated implant. Int J Oral Maxillofac Implan .1993;8:409-14.
[5] Piattelli A, Piattelli M, Scarano A, Montesani L. Light and scanning electron microscopic report of four fractured implants. Int J Oral Maxillofac Implants 1998;13:561-64.
[6] Elias CN, Figueira DC, Rios PR. Influence of the coating material on the loosing of dental implant abutment screw joints. Mater Sci Eng C. 2006;26:1361-66.
[7] Haack JE, Sakaguchi RL, Sun T, Coffey JP. Elongation and preload stress in dental implant abutment screws. Int J Oral Maxillofac Implants. 1995;10:529-36.
[8] Kuhn G. Tavernier B, Jordan L. Influence of structure on nickel-titanium endodontic instrument failure. J Endod. 2001;27:516-20.
[9] Marco JF, Agudelo AC, Gancedo JR, Hanel D. Corrosion resistance of single TiN layers, Ti/TiN bilayers and Ti/TiN/Ti/TiN multilayers on iron under a salt fog spray (phohesion) test: an evaluation by XPS. Surface and Interface Analysis.1998;27:71.
[10] Callister WD. Materials Science and Engineering An Introduction, Wiley, New York, 5th Ed, 2000; 222.
[11] Choe HC, Hong KS, Ko YM, Kim BO. Surface analysis of clinically failed dental implant fixture. J Kor Inst Met. & Mater. 2006;44:400-11