
Com’è noto in un impianto dentale esistono componenti che con il passare del tempo, possono portare a problemi e danni per l’impianto stesso e quindi la salute del paziente.
Abbiamo affrontato , per esempio, l’argomento delle complicanze relative alle viti di connessione implanto-protesiche (LINK ARTICOLO).
 In Letteratura, studi condotti da Adell riferiscono statistiche che indicano complicanze protesiche relative alle viti che ammontano al 3,5% rispetto alla totalita’ degli impianti posizionati nell’arco dei 5 anni analizzati.
In Letteratura, studi condotti da Adell riferiscono statistiche che indicano complicanze protesiche relative alle viti che ammontano al 3,5% rispetto alla totalita’ degli impianti posizionati nell’arco dei 5 anni analizzati.
Oggi sempre piu’ spesso ci troviamo difronte a pazienti con impianti posizionati anni prima e migrati da uno studio ad un altro.
Questo fenomeno impone al clinico di rimettere mano a lavori vecchi o non suoi, rilasciando nuove garanzie di sopravvivenza.
Per cercare di arginare i problemi di fratture e svitamenti, si stanno sviluppando tecnologie inerenti ai trattamenti superficiali, l’utilizzo delle viti con trattamenti antisvitamento permette di aumentare la predicibilita’ di successo nel tempo sia su lavori protesici nuovi o vecchi.
Aziende come AbutmentCompatibili.com risponde a queste esigenze di predicibilita’ con il trattamento TiN Coated.
Abbiamo visto in post precedenti (LINK ARTICOLO)come il trattamento TiN Coated permette di ridurre significativamente la possibilita’ di svitamento di una vite.
Proviamo ora ad affrontare l’argomento dal punto di vista delle fratture.
Come possiamo ridurre le fratture da sovraccarico o fallimento a fatica delle viti protesiche?
In questo studio, è stata eseguita la prova a fatica , una simulazione della masticazione umana, per capire come e quando la frattura avviene.
Per questo studio sono state usate le norme UNI ISO 14801.
Il test ha preso in considerazione 2 tipologie di trattamenti superficiali piu’ un campione test non trattato; la connessione presa in esame è una classica connessione ad esagono esterno tipo Branemark o Biomet 3i di diametro 4,1mm. Questa connessione è stata presa in considerazione perche considerata la piu’ diffusa.
I trattamenti adottati sono il TiN Coated, trattamento di tipo ceramico e il WC con Carburo di Tungsteno. La scelta è ricaduta su questi due trattamenti perche’ ritenuti i piu’ performanti e utilizzati.

Trattamenti TiN – WC – Macchianto
Questi due trattamenti di superficie sono facilmente riconoscibili dal loro colore:
Giallo oro per il TiN Coated e nero per il WC con Carburo di Tungsteno.
Le norme UNI ISO 14801 prevedevano l’utilizzo di una vite “usata” , quindi tutte le viti sono state prima serrate correttamente a 32 N/Cm e svitate per 5 volte con intervalli di 10 secondi tra un avvitamento e l’altro.
L’ultimo avvitamento è avvenuto anch’esso a 32 N/Cm ed è stato quello esaminato.
L’operatore , medico dentista utilizzatore di questa tipologia di impianto, ha usato come strumento una chiave dinamometrica tarata correttamente come previsto dalla norma UNI ISO 14801.
In totale sono state esaminate 60 viti suddivise nei 3 gruppi ( TiN Coated, WC con Carburo di Tungsteno e la non trattata per controllo ).
I provini sono stati posizionati a 30° di inclinazione; cosi facendo si sono ricreate le condizioni tipiche di un impianto posizionato in modo protesicamente non perfetto.

Partendo da un dato certo, il valore medio del carico di rottura di queste viti (725.7N), sono state impostati due step di carico a fatica.
Il primo step partendo da 42N arriva al 60% del carico massimo, quindi 420N; il secondo arriva all’80% quindi 580N partendo dai 58N.
Queste prove sono state impostate con 100 milioni di cicli che rappresentano la masticazione media di un paziente in un anno.
Per comprendere meglio i risultati di questa prova bisogna capire prima come si arriva a una rottura della vite, come si creano le cricche e come si propagano.
Partiamo dalla classificazione delle rotture che prendiamo in considerazione:
- Rottura statica
Questa prova statica è stata usata per trovare il valore di 725.7N.
Questo valore indica la massima forza che la vite puo’ sopportare ma non viene simulata una masticazione.
- Rottura a fatica
La fatica è un meccanismo di rottura indotto da carichi esterni variabili nel tempo.
I carichi possono essere di qualsiasi tipo: trazione, flessione, taglio, torsione, purché variabili.
In questo caso la variabile è la masticazione simulata.
Meccanismo di rottura a fatica
 La rottura a fatica consiste di tre fasi fondamentali:
La rottura a fatica consiste di tre fasi fondamentali:
Fase 1: Innesco di una o più cricche
Fase 2: Propagazione della cricca dominante
Fase 3: Frattura finale
Le cricche di fatica hanno generalmente inizio sulla superficie.
Le condizioni della superficie, rugosità superficiale, graffi o segni di lavorazione meccanica, influenzano in maniera determinante la resistenza a fatica.
La deformazione plastica gioca un ruolo fondamentale in questa fase.
L’applicazione ripetuta di carichi variabili determina la formazione, all’interno dei grani superficiali, di bande di scorrimento che causeranno l’innesco.
Fase 1: Innesco
Questo primo stadio, l’innesco , è definito anche assestamento microstrutturale.
Slittamenti “disordinati” dei piani cristallini del metallo si localizzano in bande disposte a 45° rispetto alla direzione dello sforzo applicato, generando microintrusioni e microestrusioni.
La frattura si innesca quasi sempre sulla superficie del pezzo ed è dovuta a irregolarità superficiali di qualsiasi tipo, ad esempio microcricche e microintagli.
Complementare conseguenza dell’innesco è la nucleazione di microintrusioni e microestrusioni che determinano l’innesco del danneggiamento per fatica.
Sul fondo di tali microintrusioni gli sforzi risultano amplificati per effetto d’intaglio, per cui il materiale in quel punto cederà facilmente e si formeranno delle microcricche.
Queste tendono a riunirsi, andando a formare la cricca vera e propria, che si considera ormai nucleata quando raggiunge la profondità di circa 0,1 mm.
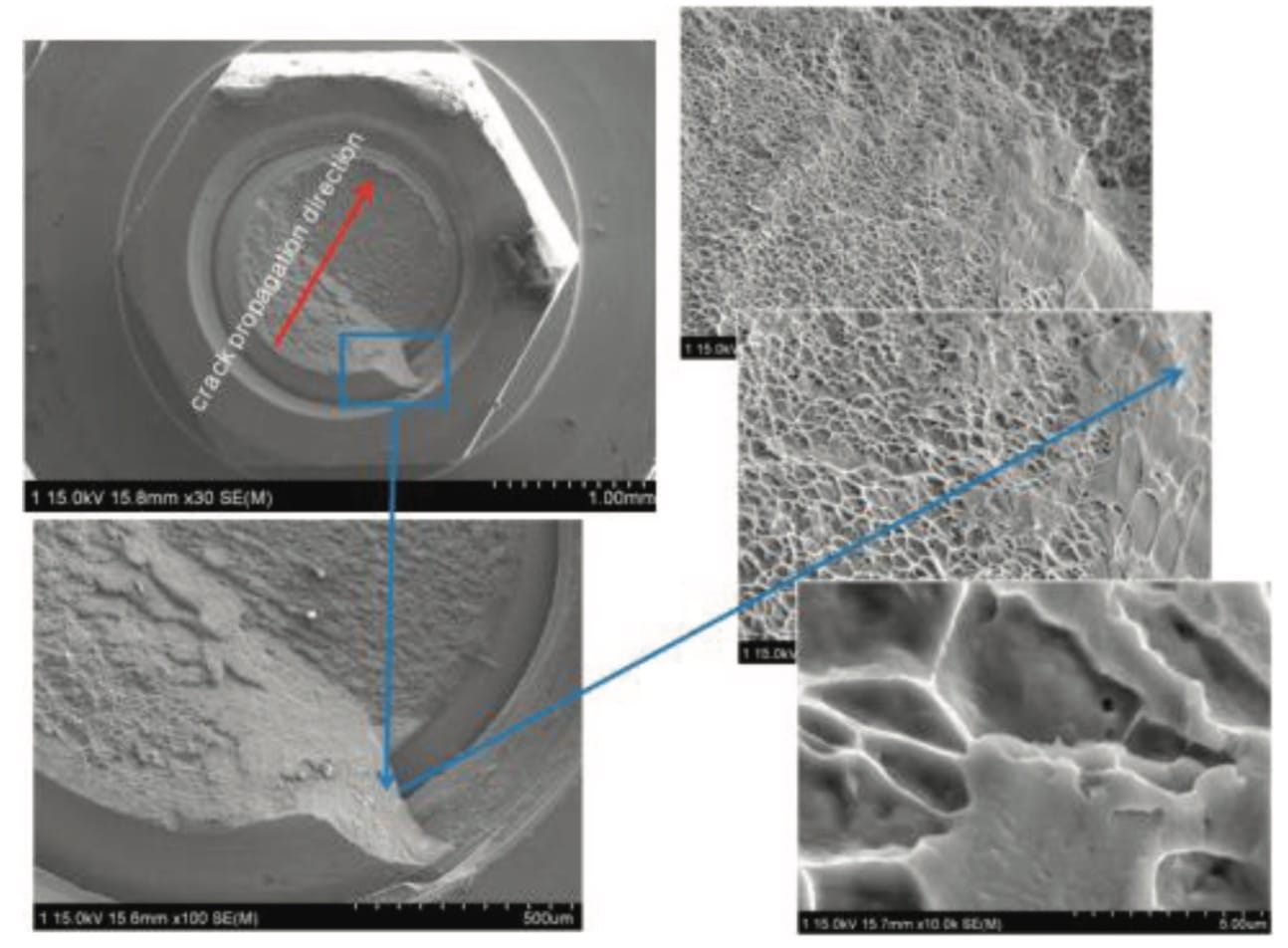
Fase 2: Propagazione della cricca:
La cricca si propaga in direzione ortogonale alla direzione esterna.
In particolare dopo la nucleazione della cricca, la sua propagazione avviene in maniera transgranulare e in senso perpendicolare a quello del massimo sforzo ; ad ogni ciclo di sforzo la cricca avanza di un “passo” e lascia a volte tracce caratteristiche, dette “striature“.
All’apice della cricca si ha intensificazione degli sforzi. Se il materiale è tenace, si ha deformazione plastica e propagazione della cricca; aumenta il raggio di plasticizzazione all’apice della cricca e di conseguenza avviene l’arresto della cricca stessa.
Questo arrestarsi e ripartire della cricca per ogni ciclo dà origine alla formazione delle linee di spiaggia o arresto tipiche della zona di propagazione.
Fase 3: Frattura finale:
L’avanzare della cricca porta ad una progressiva diminuzione di sezione resistente; quando la sezione resistente si riduce e la dimensione della cricca raggiunge il valore della sezione critica del materiale, si ha la frattura finale di schianto per sovraccarico (statico).
Ora che vi è piu’ chiaro il meccanismo di frattura, possiamo analizzare con piu’ serenita’ i dati rilevati.
 Comparativa tra viti standard Vs Tin Coating Vs WC
Comparativa tra viti standard Vs Tin Coating Vs WC
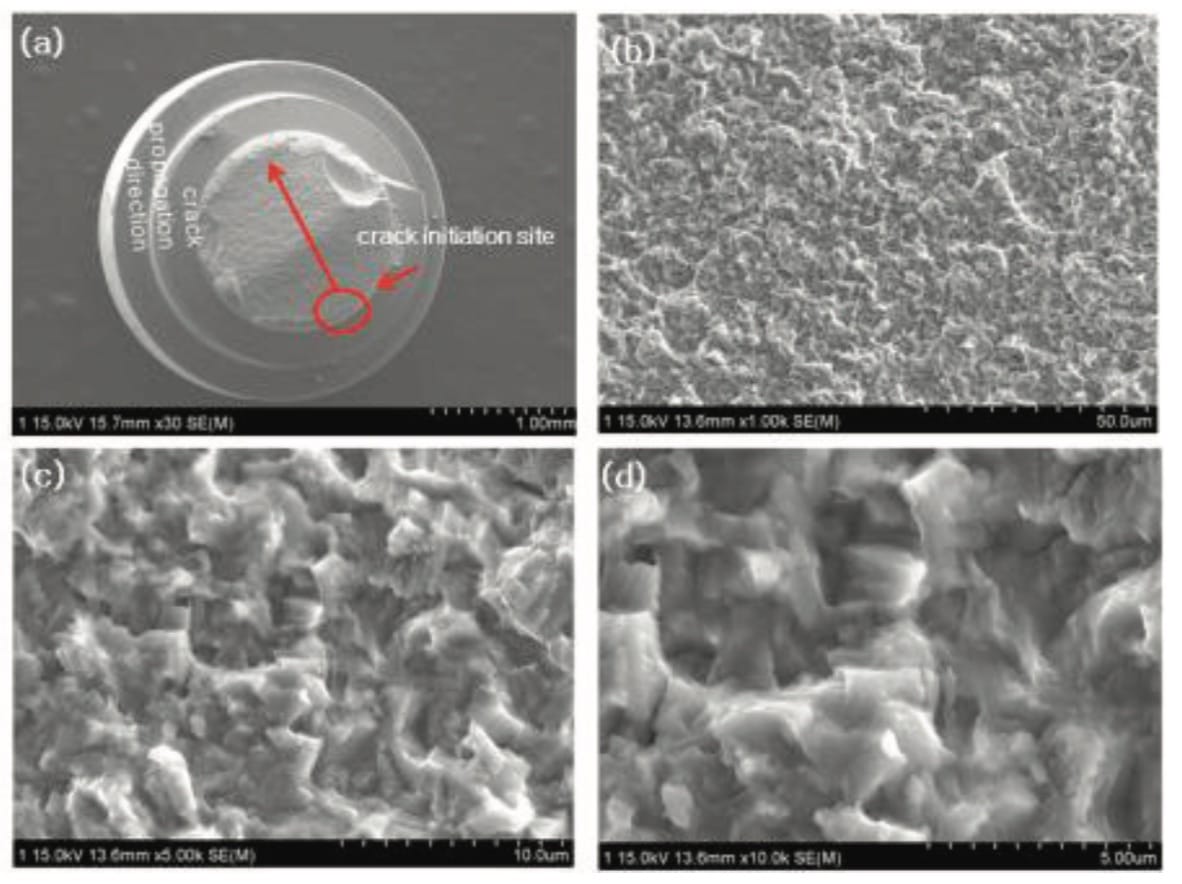
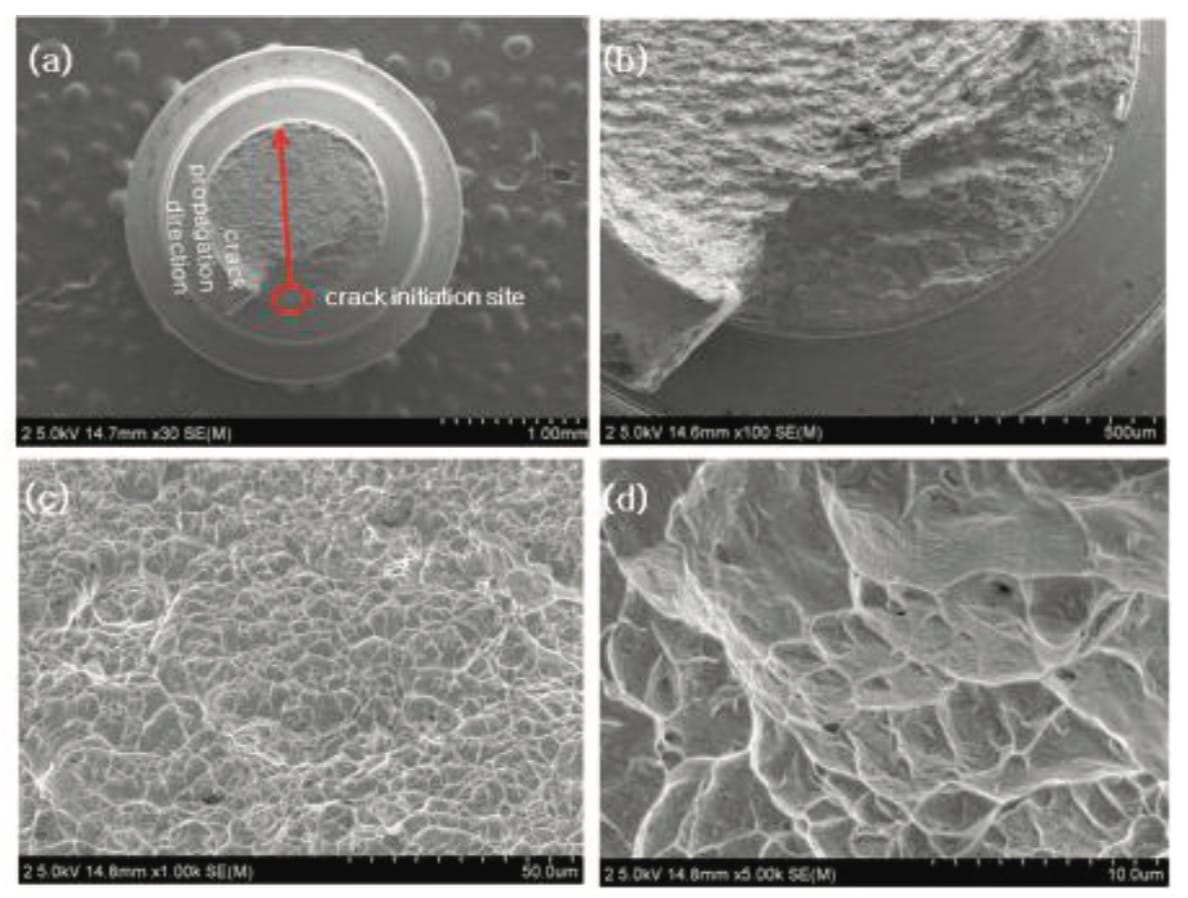
La prima serie di test effettuati, fino al 60% del carico (420N), portano alla frattura la vite non trattata a soli 587,807 cicli , questo valore ci serve per confrontare correttamente le viti con trattamenti superficiali.
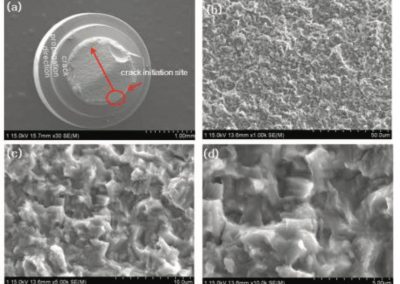
Le viti con trattamento TiN Coated cedono a 826,523 cicli (valore medio).
La frattura delle viti in esame non sia stata influenzata da una iniziale deformazione plastica, come avvenuto sulle viti non trattate.
E’ importante sottolineare come ,inoltre queste viti, non presentano delle linee di arresto evidenti ,evidenziando una propagazione rapida.
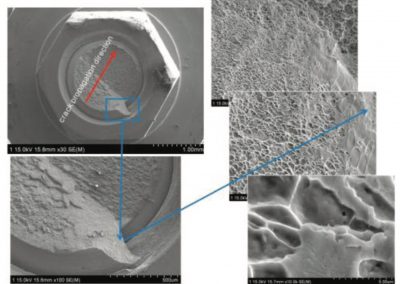
Il trattamento WC Carburo di Tungsteno ha permesso alle viti di arrivare a 1.000,000 di cicli (valore medio), anche in questo caso non sono state osservate linee di spiaggia fino ad 1/3 della sua sezione, che comparivano solo nella porzione restante.
-
420N trattamento WC
-
420N trattamento TiN
-
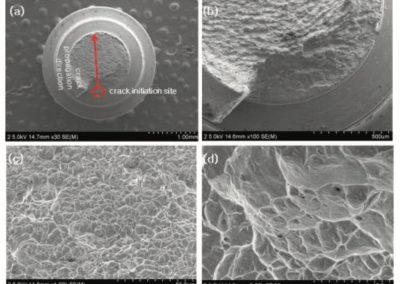
420N non trattata
I trattamenti WC Carburo di Tungsteno e TiN Coated si sono comportati quindi in maniera analoga tra loro inibendo la crescita e la propagazione della cricca.
La seconda serie di test prevedeva di raggiungere 80% dello sforzo con 580N.
Le viti di riferimento non trattate hanno ceduto a 21,161 cicli (valore medio) presentando anche in questo caso deformazione e linee di arresto evidenti.
Il trattamento TiN Coated ha permesso di raggiungere i 41,450 cili (valore medio) con la comparsa di un accenno di deformazione iniziale.
Non sono osservabili linee di arresto ad evidenza di una rottura/propagazione immediata.
I campioni con trattamento WC Carburo di Tungsteno, fratturati a 23,291 cicli, hanno mostrato segni di deformazione iniziale maggiori al trattamento TiN Coated e le linee di arresto erano visibili, ma indicavano ugualmente una propagazione rapida della frattura.
Conclusioni del test a fatica.
I trattamenti superficiali come WC Carburo di Tungsteno e TiN Coated migliorano sensibilmente la finitura superficiale della vite riducendo la possibilita’ di inneschi di cricche. Il coating TiN aumenta in maniera evidente la rigidita’ e durezza della vite, permettendo di sopportare stress masticatori maggiori.
Il trattamento WC Carburo di Tungsteno invece non ha la stessa efficacia nell’irrobustire la vite, risultando meno performante sottoposta ad elevate forze masticatorie , pur mantenendo le sue proprieta’ antisvitamento.
Testi di Francesco Biaggini
Fonti e informazioni: Fatigue Fracture of Implant System Using TiN and WC Coated Abutment Screw [1] Rangert B, Jemt T, Jörneus L. Forces and moments on Branemark implants. Int J Oral Maxillofac Implants 1989;4:241-7. [2] Charles JG, Guillermo Bernal, Kitichai Rungcharassaeng, Joseph Y. K. K. Clinical complications with implants and implant prostheses. J Prosthet Dent 2003;90:121-32. [3] Adell R, Lekholm U, Rockler B, Brånemark PI. A. 15-year study of osseointegrated implants in the treatment of the edentulous jaw. Int J Oral Surg 1981;10:387-16. [4] Morgan MJ, James DF, Pilliar RM. Fractures of the fixture component of an osseointegrated implant. Int J Oral Maxillofac Implan .1993;8:409-14. [5] Piattelli A, Piattelli M, Scarano A, Montesani L. Light and scanning electron microscopic report of four fractured implants. Int J Oral Maxillofac Implants 1998;13:561-64. [6] Elias CN, Figueira DC, Rios PR. Influence of the coating material on the loosing of dental implant abutment screw joints. Mater Sci Eng C. 2006;26:1361-66. [7] Haack JE, Sakaguchi RL, Sun T, Coffey JP. Elongation and preload stress in dental implant abutment screws. Int J Oral Maxillofac Implants. 1995;10:529-36. [8] Kuhn G. Tavernier B, Jordan L. Influence of structure on nickel-titanium endodontic instrument failure. J Endod. 2001;27:516-20. [9] Marco JF, Agudelo AC, Gancedo JR, Hanel D. Corrosion resistance of single TiN layers, Ti/TiN bilayers and Ti/TiN/Ti/TiN multilayers on iron under a salt fog spray (phohesion) test: an evaluation by XPS. Surface and Interface Analysis.1998;27:71. [10] Callister WD. Materials Science and Engineering An Introduction, Wiley, New York, 5th Ed, 2000; 222. [11] Choe HC, Hong KS, Ko YM, Kim BO. Surface analysis of clinically failed dental implant fixture. J Kor Inst Met. & Mater. 2006;44:400-11






