La Sovrafusione Perfetta del CoCr Secondo Danilo Carulli
In un mondo che corre veloce verso la digitalizzazione dei processi produttivi nei laboratori odontotecnici, la gestione dei metalli in fusione o sovrafusione è un arte antica, con un piede nel passato e lo sguardo dritto e aperto nel futuro.
Testi e immagini di Danilo Carulli & Francesco Biaggini – La Spezia 25/08/2019


Il nostro passato e il futuro
Abbiamo costruito un’ epoca odontoiatrica sulle fusioni a cera persa, un’ arte antica che tramandata da maestro ad alievo è arrivata fino ai giorni d’oggi, fino all’implantologia moderna!
La fusione in odontotecnica è una vera e propria sfida tra l’uomo e il metallo, gestire i rivestimenti e i fenomeni di espansione o contrazione è un arte: una lotta tra il bene e il male, tra la precisione e l’imprecisione.
Ma i tempi stanno inesorabilmente cambiando; il lavoro artigiano dell’odontotecnico si sta via via affievolendo, viene sostituito dalla produzione di serie e dai sistemi cad-cam con il Digital Workflow.
Oggi possiamo affermare che è giunto il tempo, come per tante tecnologie che abbiamo messo in pensione ( vedi i televisori con tubo catodico sostituiti dal pannello LCD, oppure il telefonino sostituito dallo smatphone) di mandare in pensione questa tecnologia artigiana, soprattutto le fusioni dei calcinabili ad uso implantologico sono da considerarsi procedure in via di estinzione.. a fine vita!
Gli standard di precisione e la ricerca di semplicita’ di gestione e ripetibilita’ di un moncone fuso stanno portando l’intero mercato su soluzioni ibride, come le basi da incollaggio (vedi post precedente) oppure su soluzioni sovrafondibili.
La possibilita’ di sovrafondere acciaio o leghe vili permette di unire la liberta’ di modellare la parte anatomica della porzione calcinabile con la precisione e la solidita’ di una connessione implantare prodotta industrialmente.
Una caratteristica delle nostre basi da sovrafusione è quella di lasciare scoperto il bordo di chiusura tra CoCr e la porzione in POM calcinabile.
Esistono alcune linee guida o consigli che permetteranno di ottenere il massimo della precisione e affidabilita’ delle nostre basi in CoCr.
Allo scopo di dimostrare alcune caratteristiche e peculiarità della sovrafusione in CoCr ,abbiamo messo a punto il seguente protocollo di ricerca:
Valutazione dell’adesione in sovrafusione su basi in CoCr lisce e sabbiate.
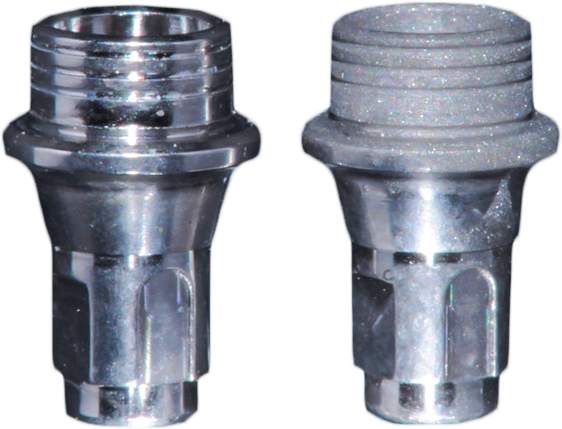
Le connessioni in CoCr di due abutment sovrafondibili , (CoCr360 AbutmentCompatibili.com) composti da una base in metallo e canula di modellazione in plastica calcinabile, sono state trattate in modo diverso ovvero una è stata lasciata come da produzione mentre l’altra e stata sabbiata a 2,0 bar di pressione con biossido di alluminio 110my.
Onde evitare di rovinare l’ingaggio antirotazionale della base lo stesso è stato protetto con un sottile film di cera.
Dopo aver regolato la lunghezza della canula in plastica calcinabile e stata eseguita la modellazione in cera dell’elemento anatomicamente completo con cera Pamwax Hard scansionabile ed utilizzabile per eventuale verifica in cavo orale, ed in seguito è stata effettuata una riduzione anatomica del modellato.
La zona di unione tra cera e metallo e stata chiusa con cera Violet GC e rifinita al microscopio togliendo le eventuali microsbavature presenti oltre il bordo e lisciando il tutto con cotone e benzina rettificata detergendo meglio possibile l’area di contatto.

Lo spinaggio in questo caso, è avvenuto con spine Yeti dal canale di diametro 3,5mm e nutrice di diametro 6mm .
E’ inoltre possibile utilizzare boe in cera Pamwax di diametro piccolo ,medio o grande a seconda delle necessità, degli spessori e del numero di elementi presenti sul manufatto.
Particolare molto importante, utile ad agevolare lo scorimento del metallo , sul connettore tra la boa e il manufatto da sovrafondere è stato posto un canale di cera del diametro di 1mm che si andava ad unire alla base del cono.

Trattandosi di cera, si è optato per una tecnica di fusione Fast, utilizzando rivestimento Rapid Cover (Ichem srl) introdotto in forno alla temperatura di 850°C dopo 30 minuti dall’inizio del tempo di miscelazione come da istruzioni d’uso del produttore.
Il liquido per il rivestimento è stato usato in concentrazione del 100%.
Dopo 30 minuti di mantenimento in forno con i canali di colata rivolti verso il basso il cilindro è stato girato ponendo i canali di colata verso l’alto e lasciato stazionare in forno alla temperatura di 850°C per ulteriori 45 minuti prima di eseguire la fusione.
La stessa è stata effettuata con CoCr Magnum Lucens della ditta Mesa, utilizzando una centrifuga ad induzione e crogiolo in ceramica rivestito in nitruro di silicio non glasato.
Il cilindro è stato lasciato raffreddare all’aria e le fusioni tolte sabbiando con biossido di Alluminio 110 my a 2/3 bar di pressione ponendo attenzione a scendere anche ad una pressione inferiore ai 2 bar nella zona della connessione implantare.
Si sottolinea come la temperatura finale del preriscaldo del cilindro e il tempo di mantenimento dello stesso all’interno del forno di preriscaldo possano variare a seconda del materiale CoCr di cui è composta la connessione da sovrafondere.
Anche la colabilità del materiale da sovrafusione influisce sulla necessità di aumentare e gestire tempi e temperature.

Lo Studio Tramite Microscopio 1000x ESAME MICROSCOPICO in SEZIONE METALLOGRAFICO
CERTIFICATO Remet N°16641 /2019 del 24/07/2019
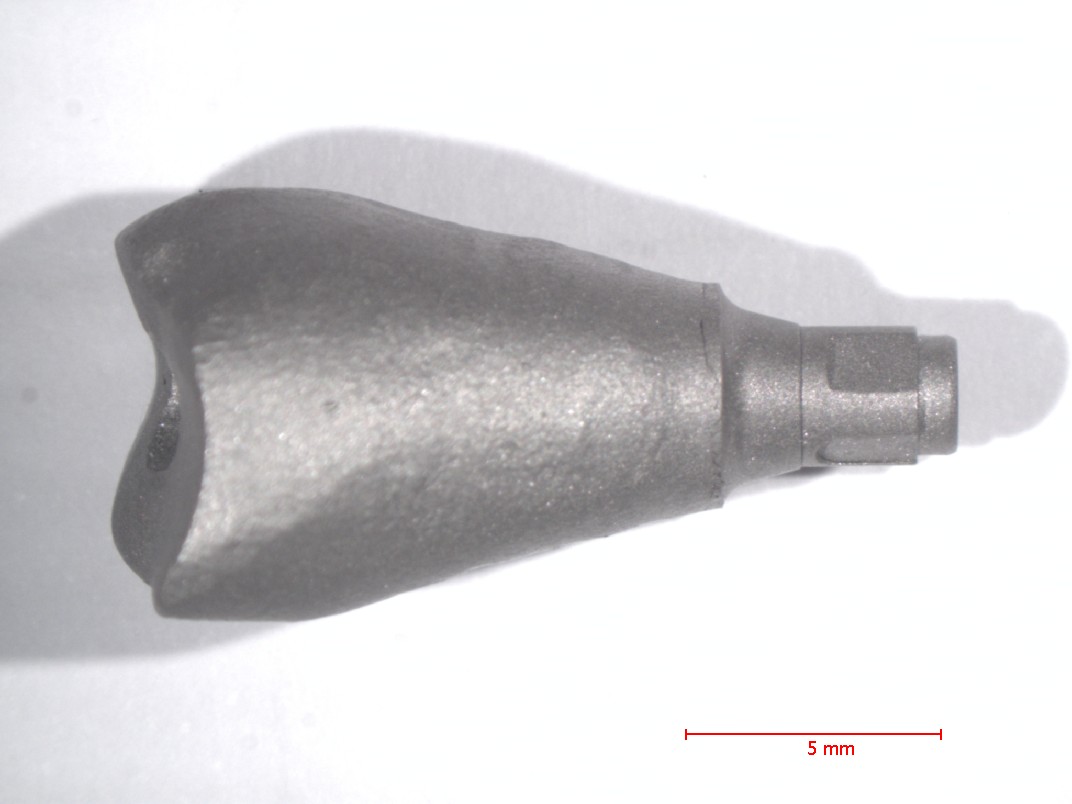
Oggetto: N°2 componenti per impianto dentale ENGAGING CoCr castable abutment Ø 4.1 REF IPD/DB-BR-00
LOT A1903504
2019/01/18identificati come:
Campione SABBIATO
Campione NON SABBIATOProve eseguite:
Esame microscopico (UNI 3137 – 65 , UNI 4227 – 73 , UNI 7686 – 77)
(UNI 3250 – 52) (UNI 3489 – 54)
Strumentazione usata:
Microscopio Metallografico NIKON – Eclipse LV150NL matricola N°252896 con software d’analisi
Taratura:
Annuale interna ( P.O.)
Condizioni di prova:
Temperatura ambiente
Modalità di conduzione della prova:
jn sezione metallografica longitudinale

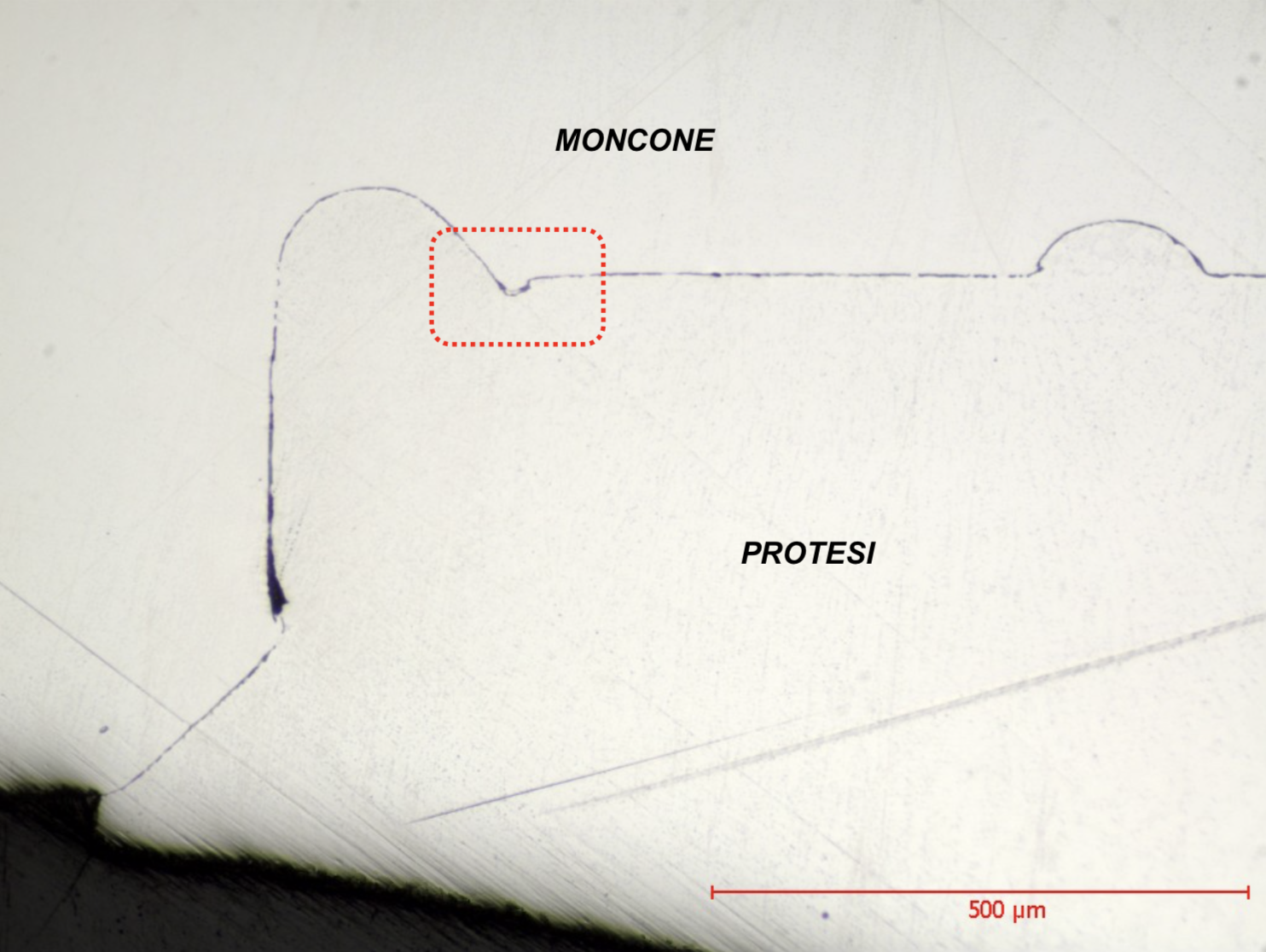
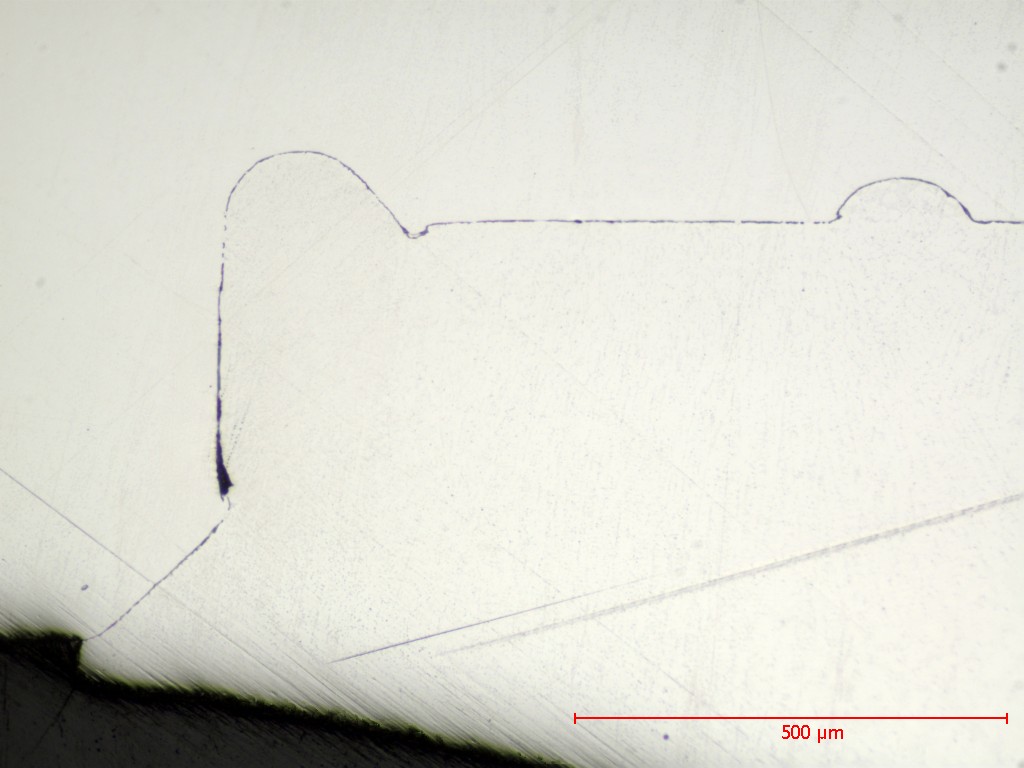
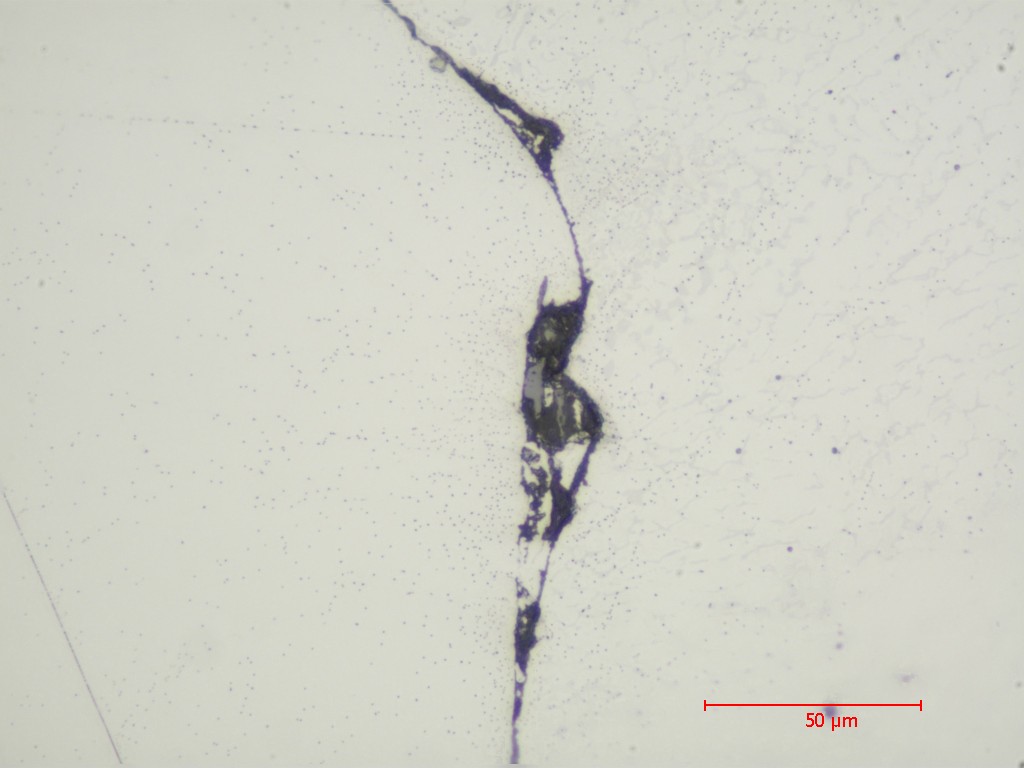
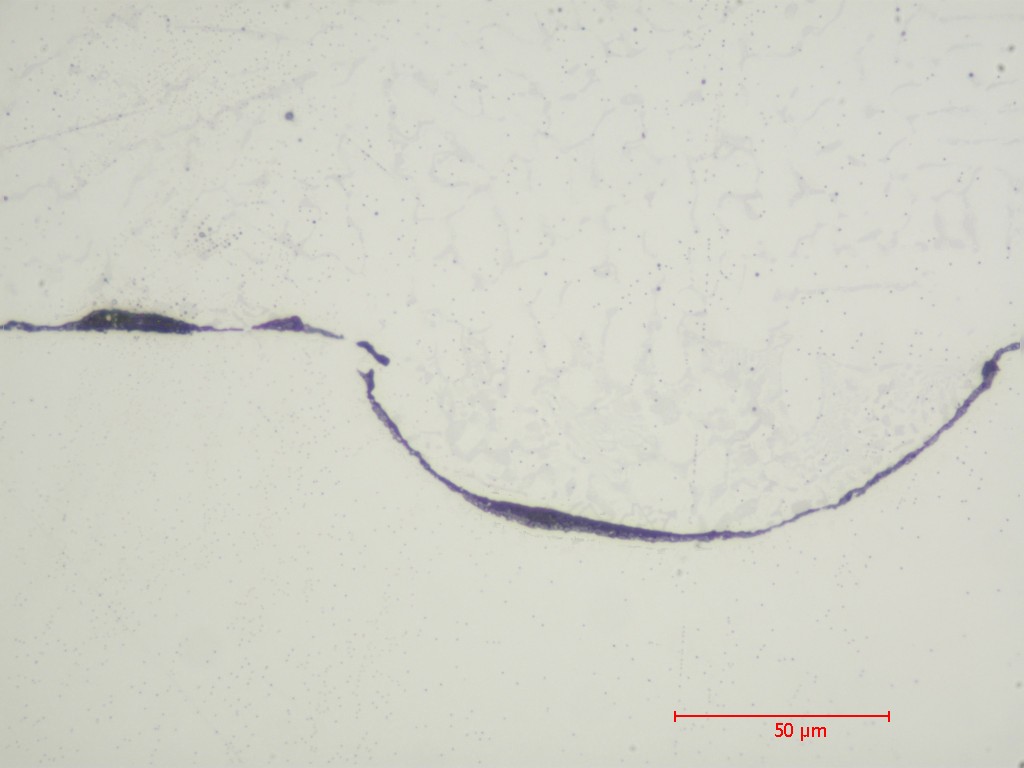
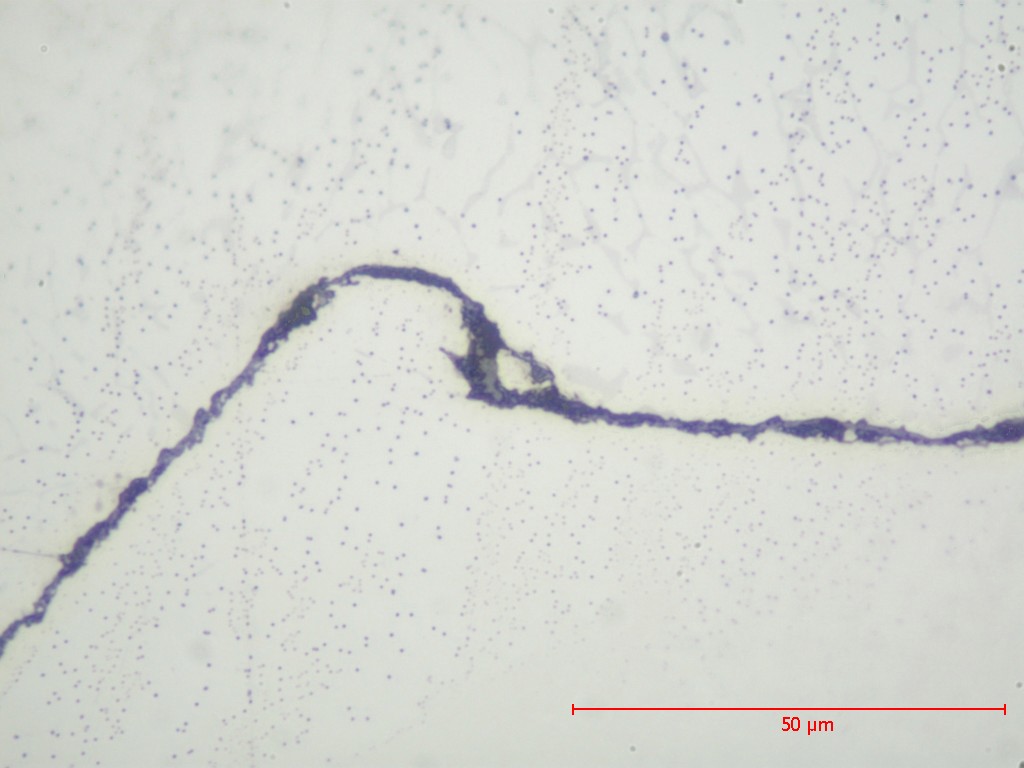
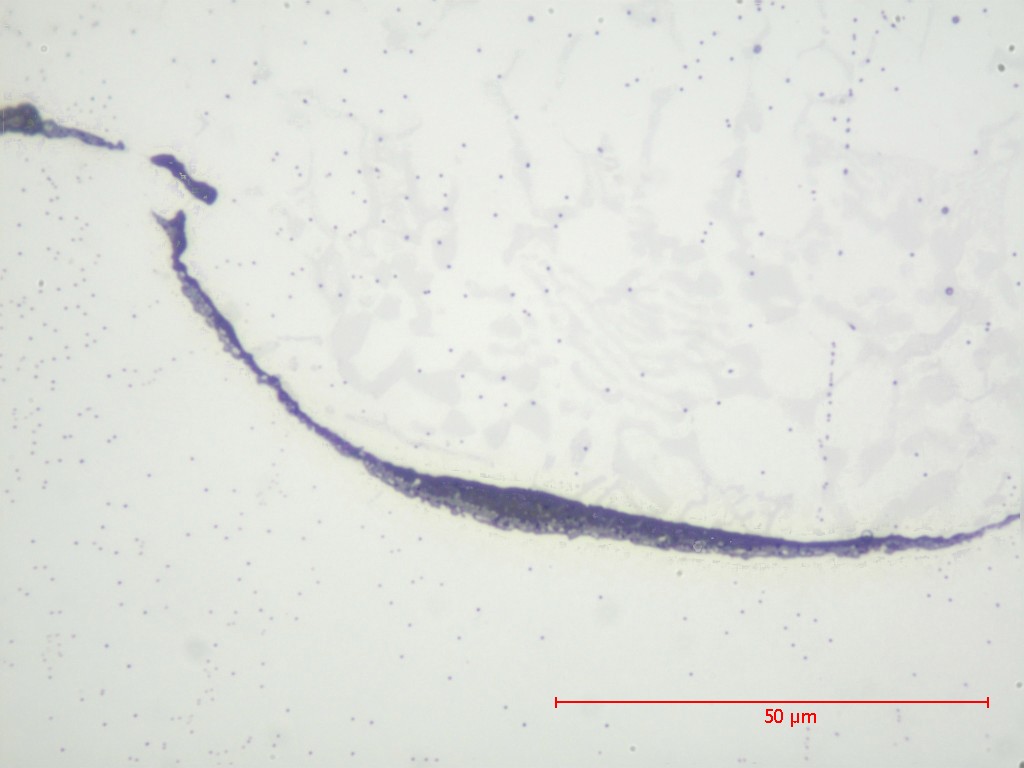
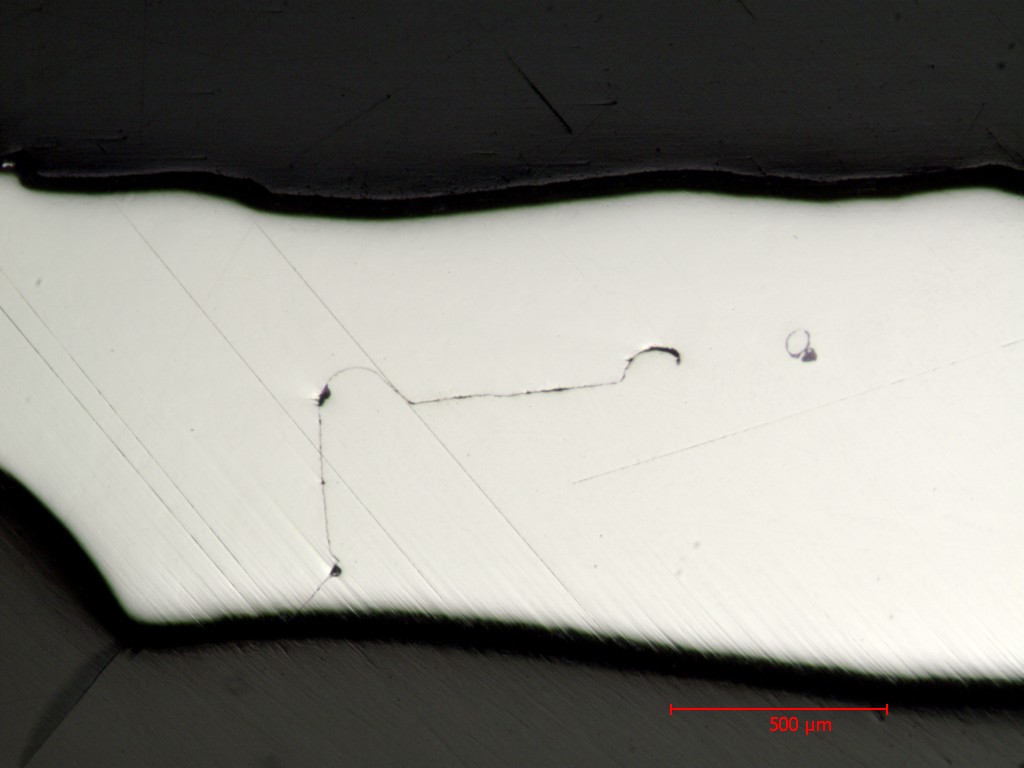
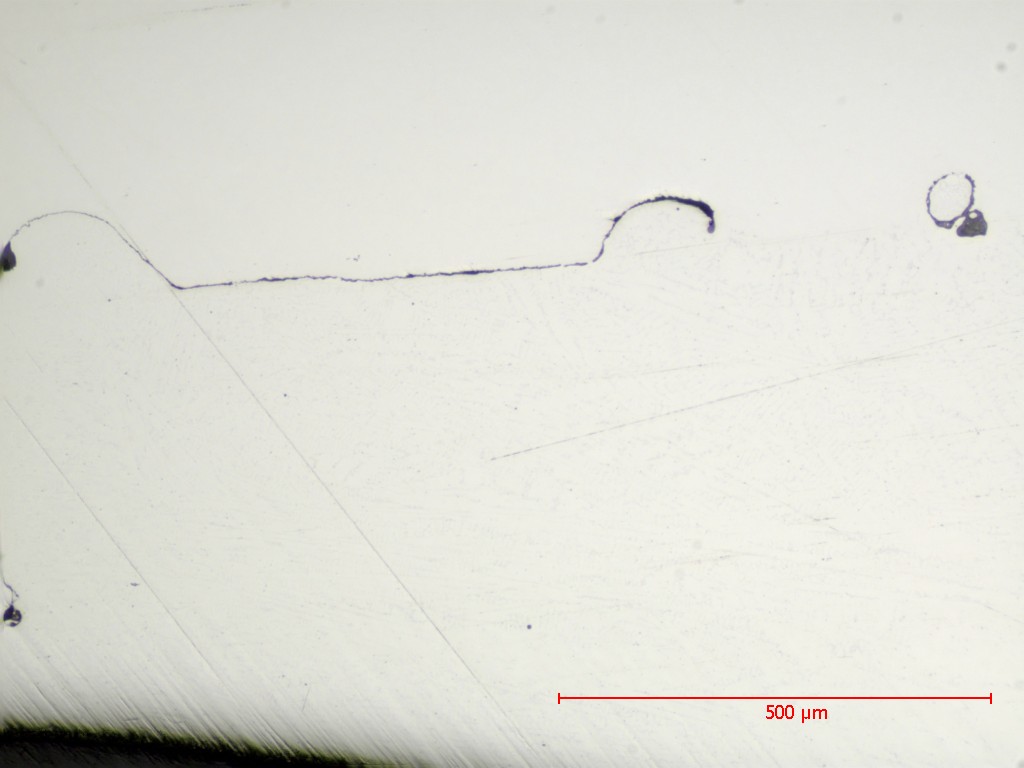
I particolari in oggetto sono componenti per impianti dentali assemblati: i due provini si differenziano per la finitura del moncone, sabbiato e non sabbiato.
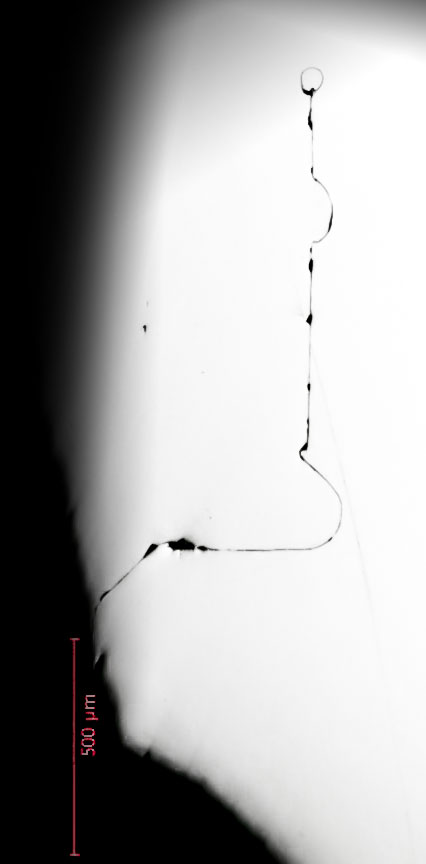
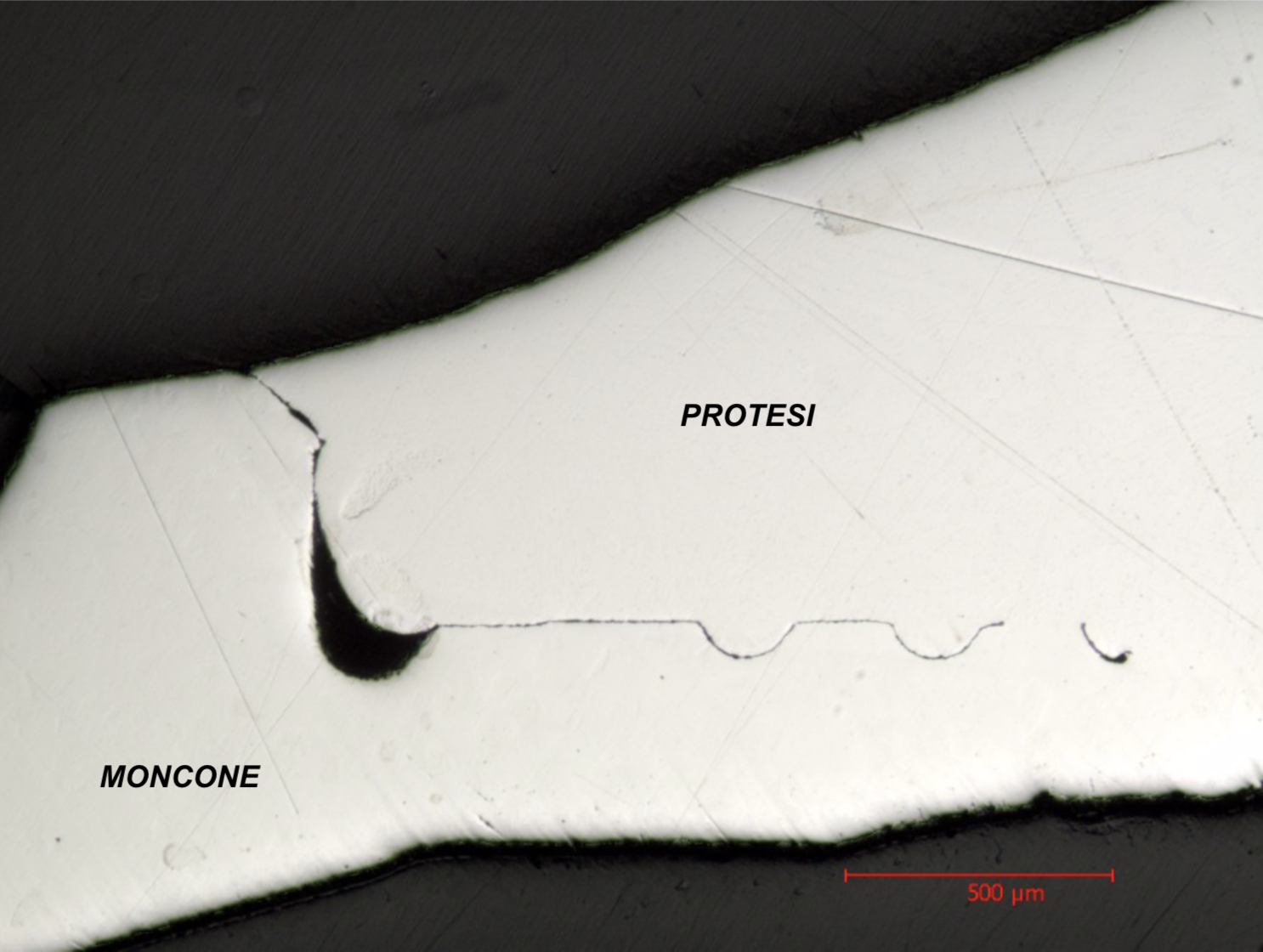
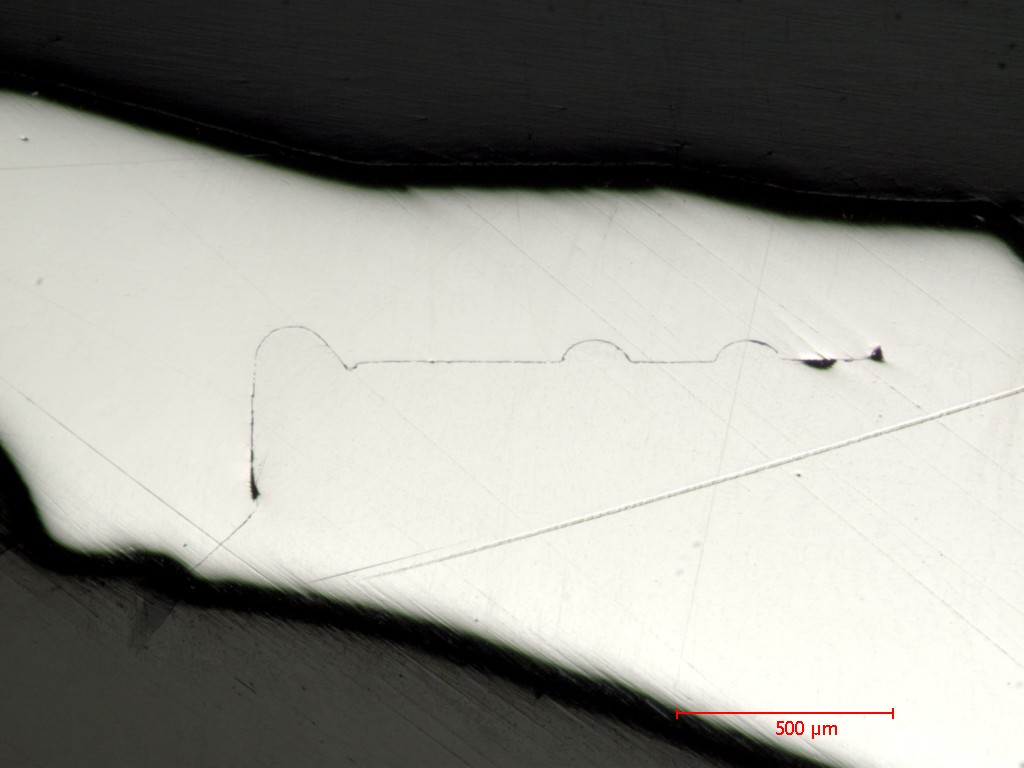
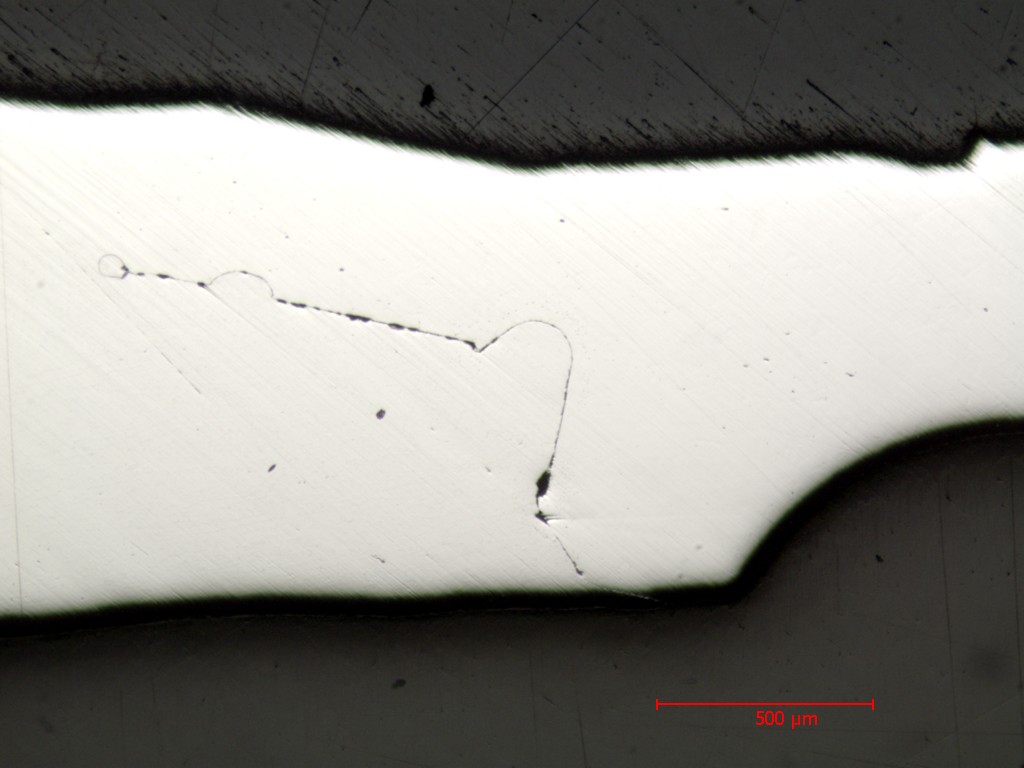
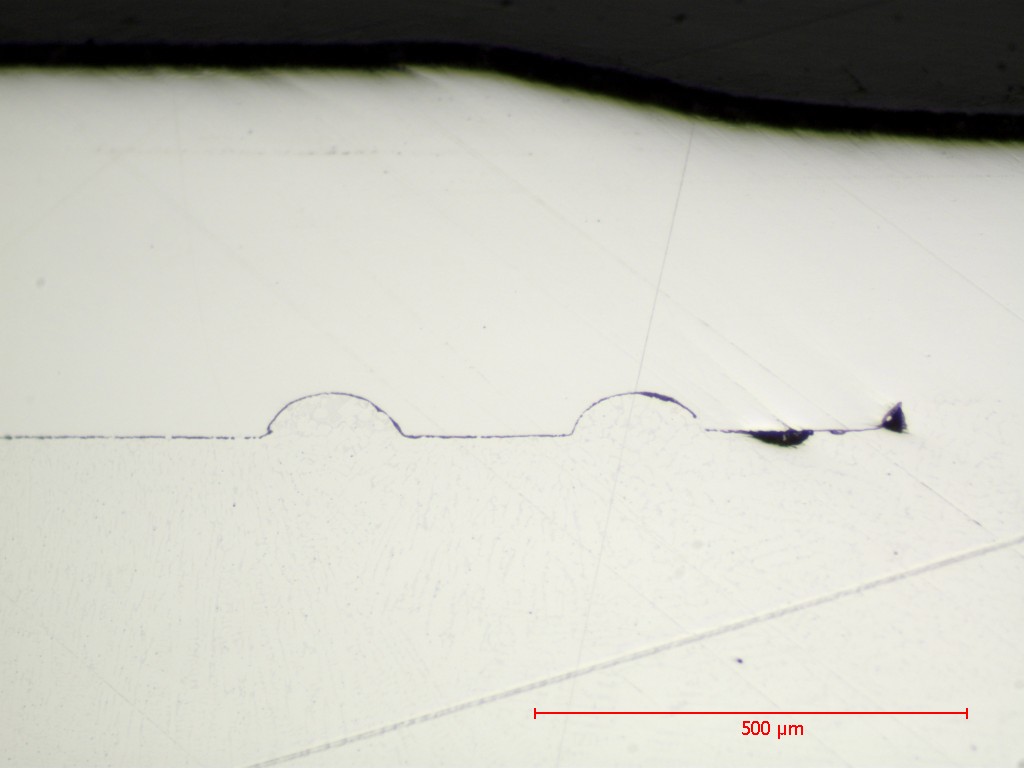
Al fine di valutare la morfologia dell’interfaccia tra moncone e protesi per ogni campione è stata eseguito un esame microscopico in sezione longitudinale: il campione è stato realizzato inglobando in resina trasparente (resina REMET per inglobamento a caldo transottica extra) l’assemblato come ricevuto, successivamente è stato lavorato (taglio smerigliatura con carte abrasive e lappatura con panni e sospensioni a base di diamante sintetico) in modo da realizzare una sezione longitudinale del campione.
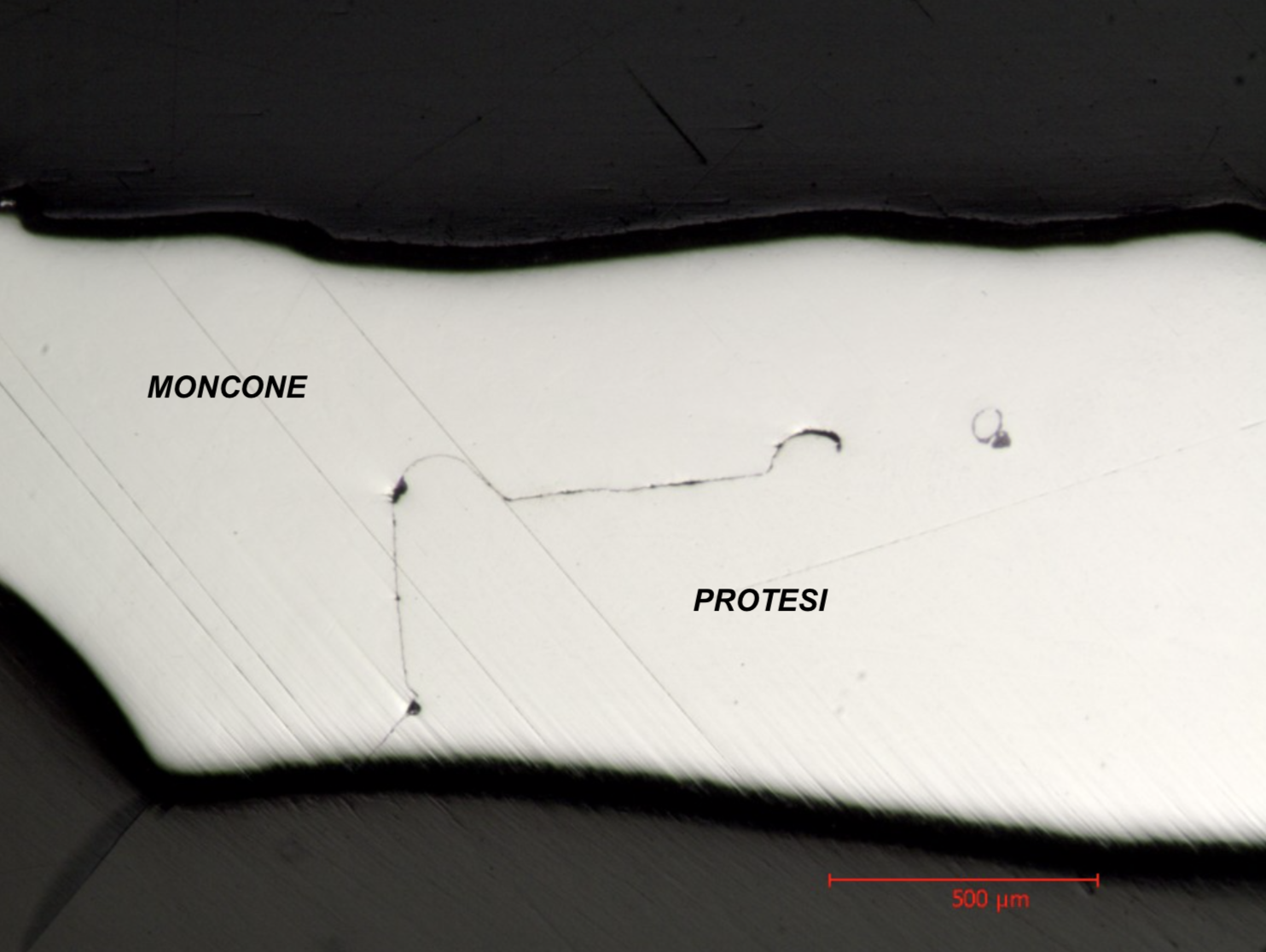
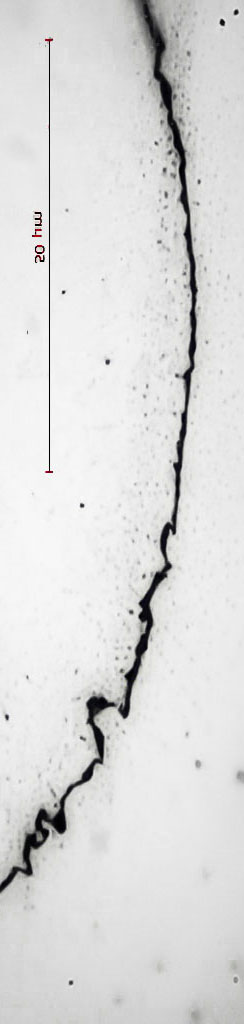
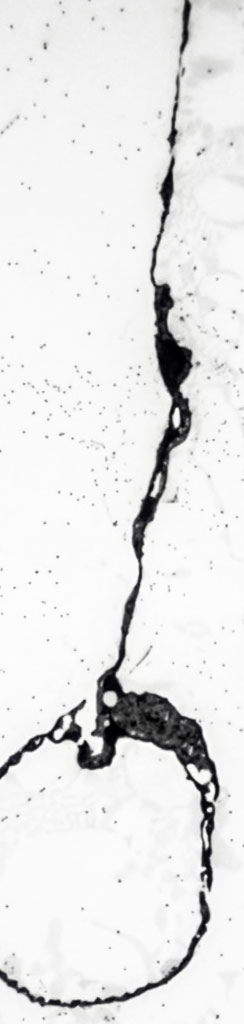
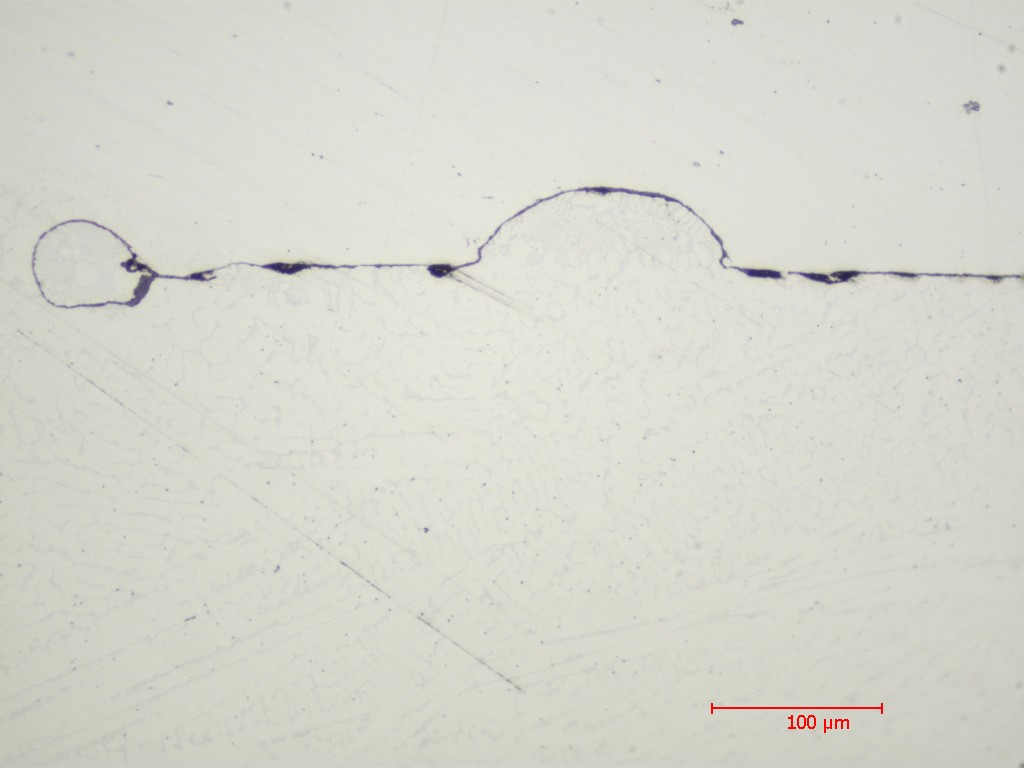
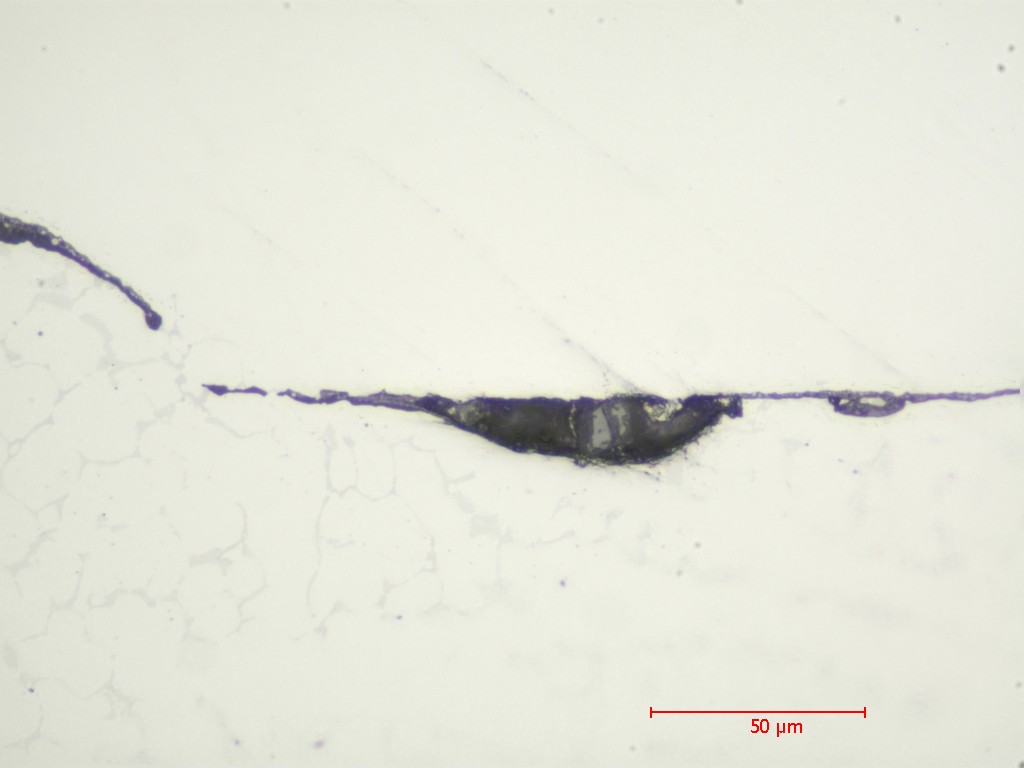
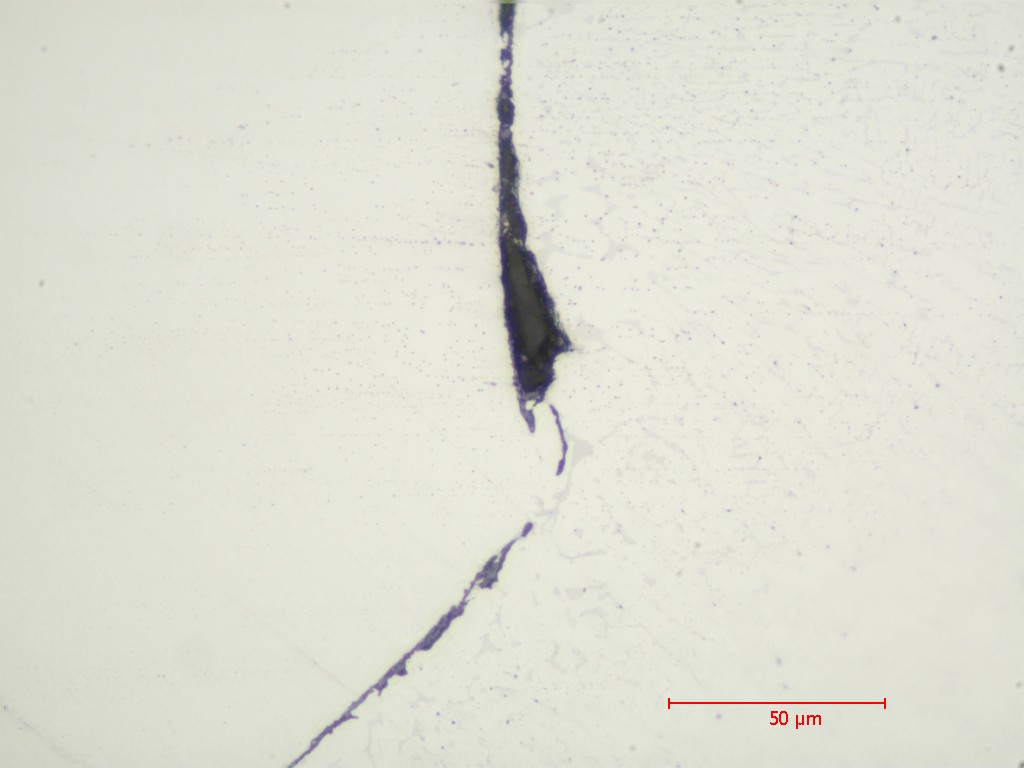
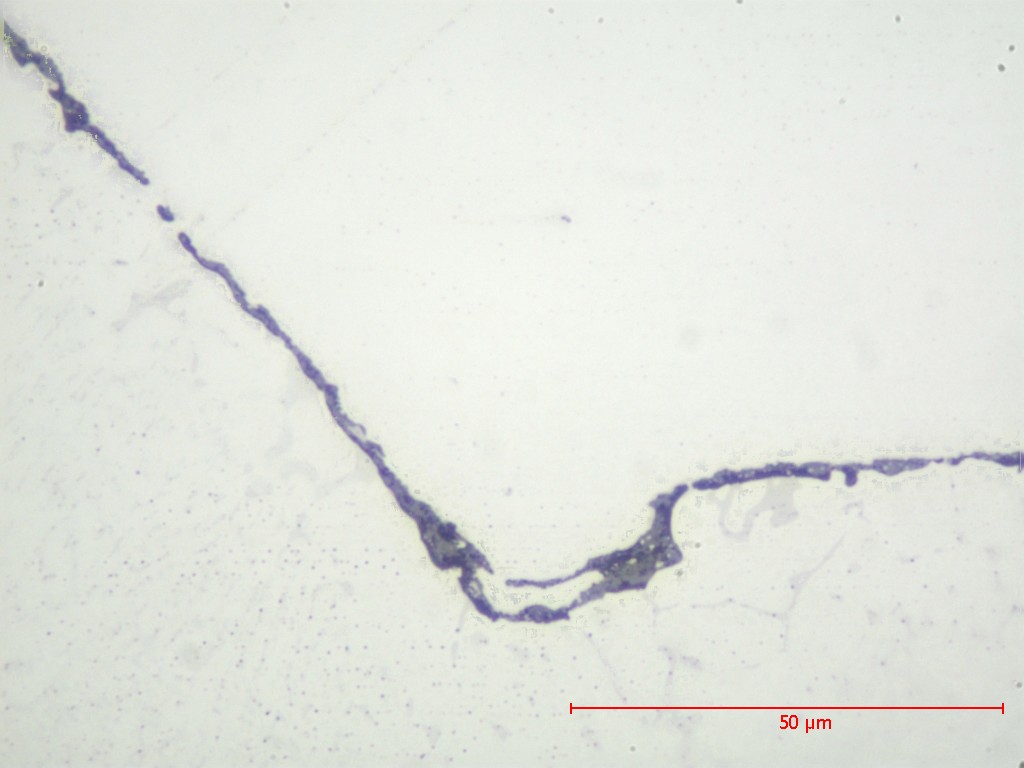
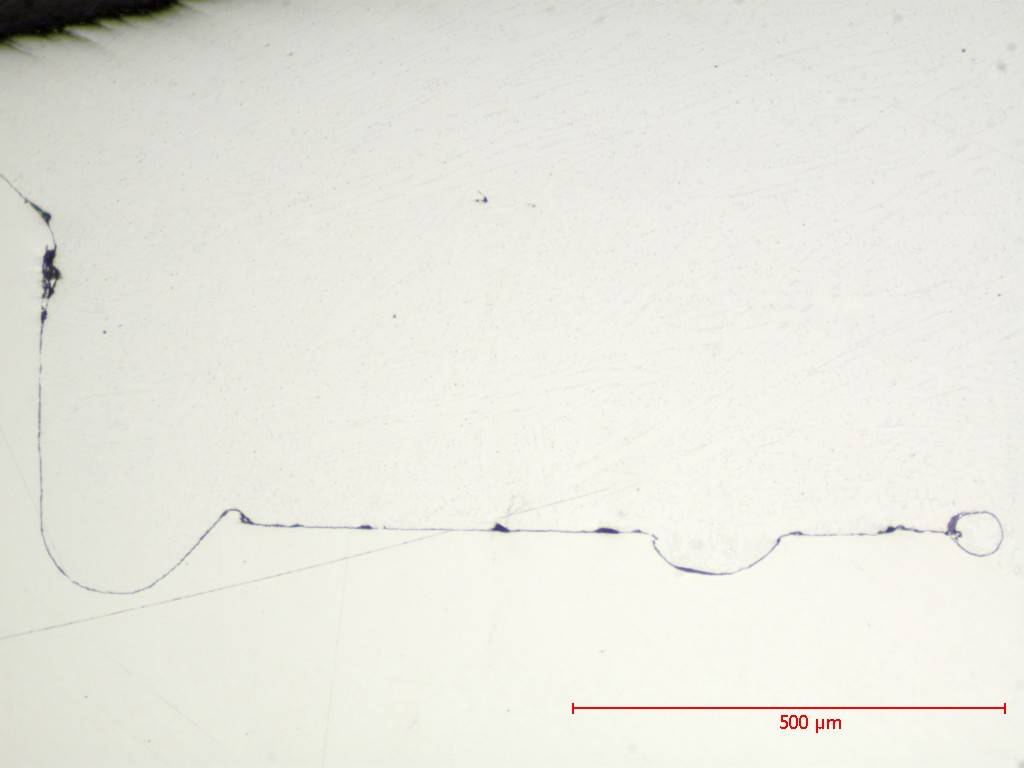
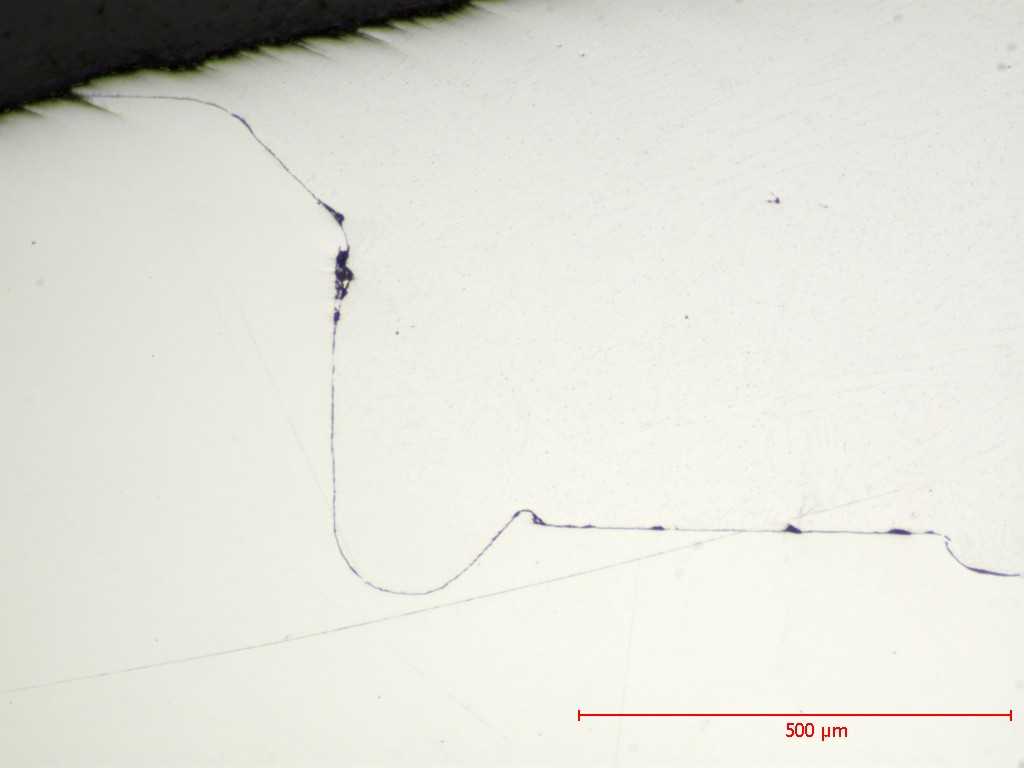
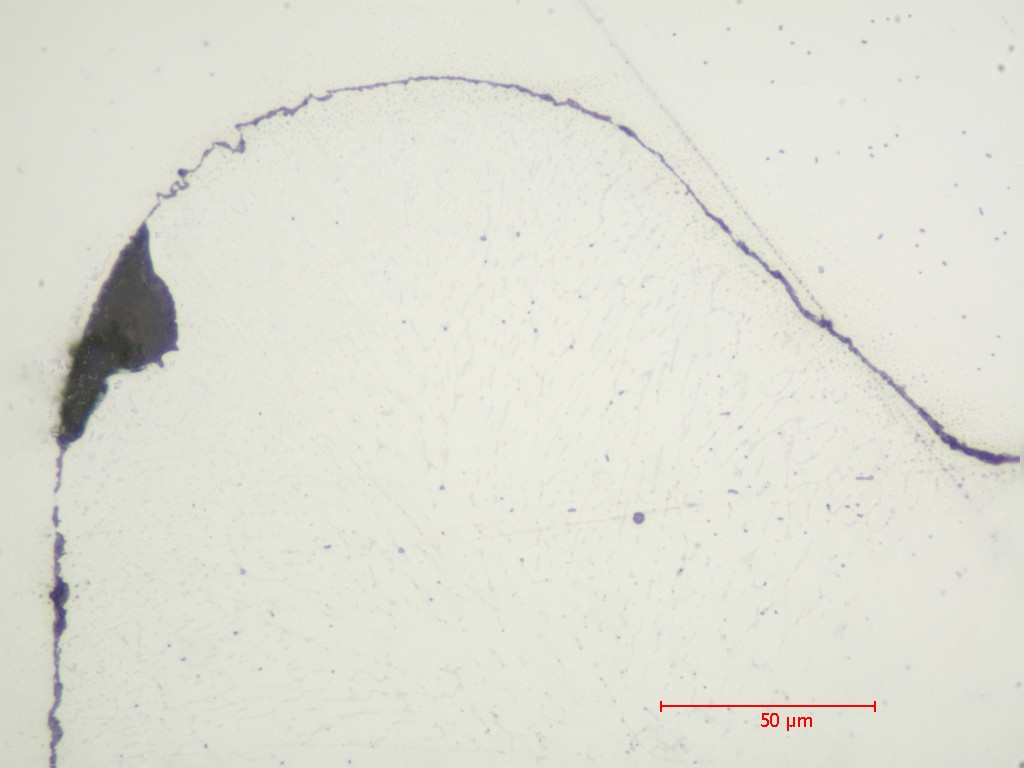
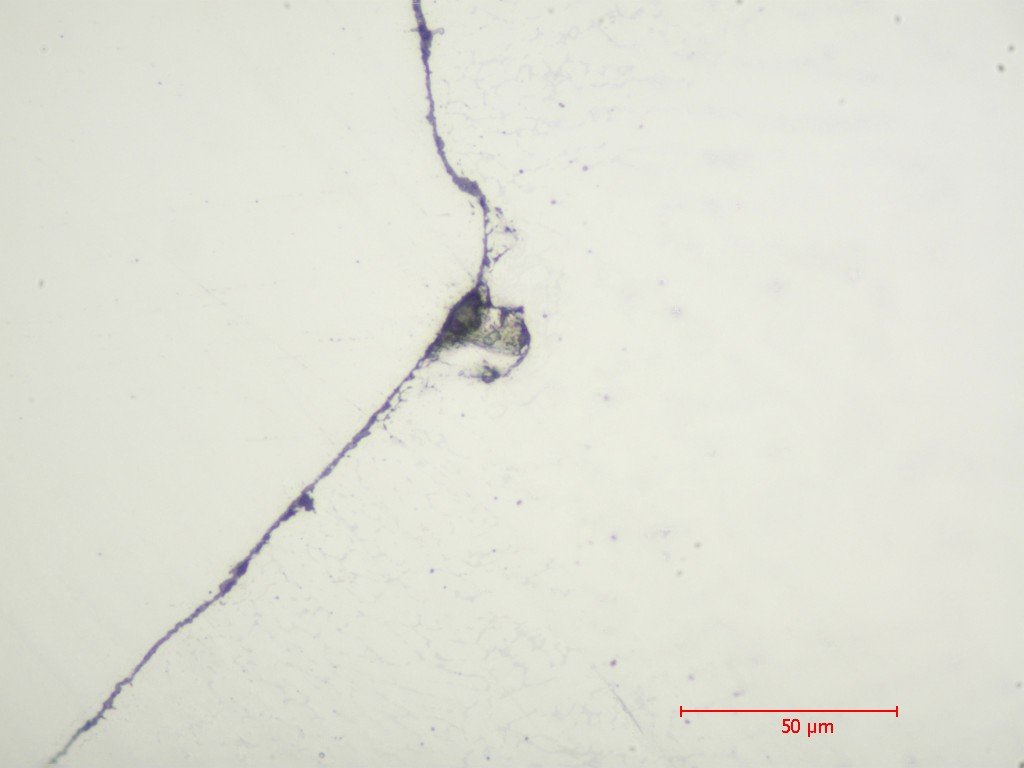
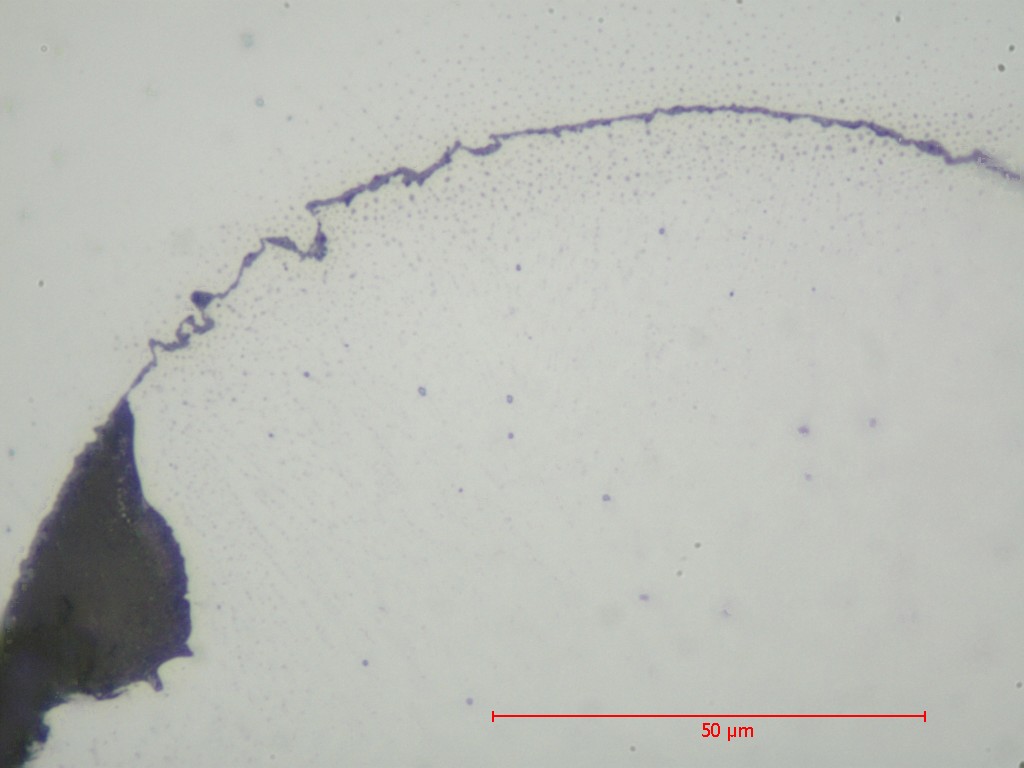
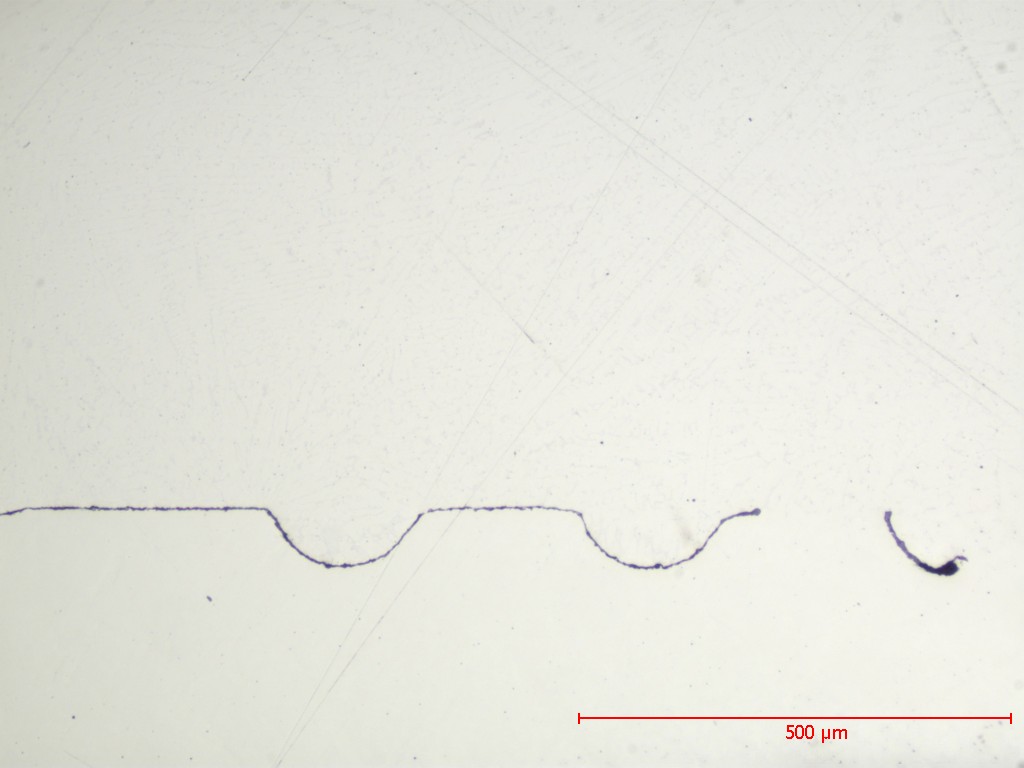
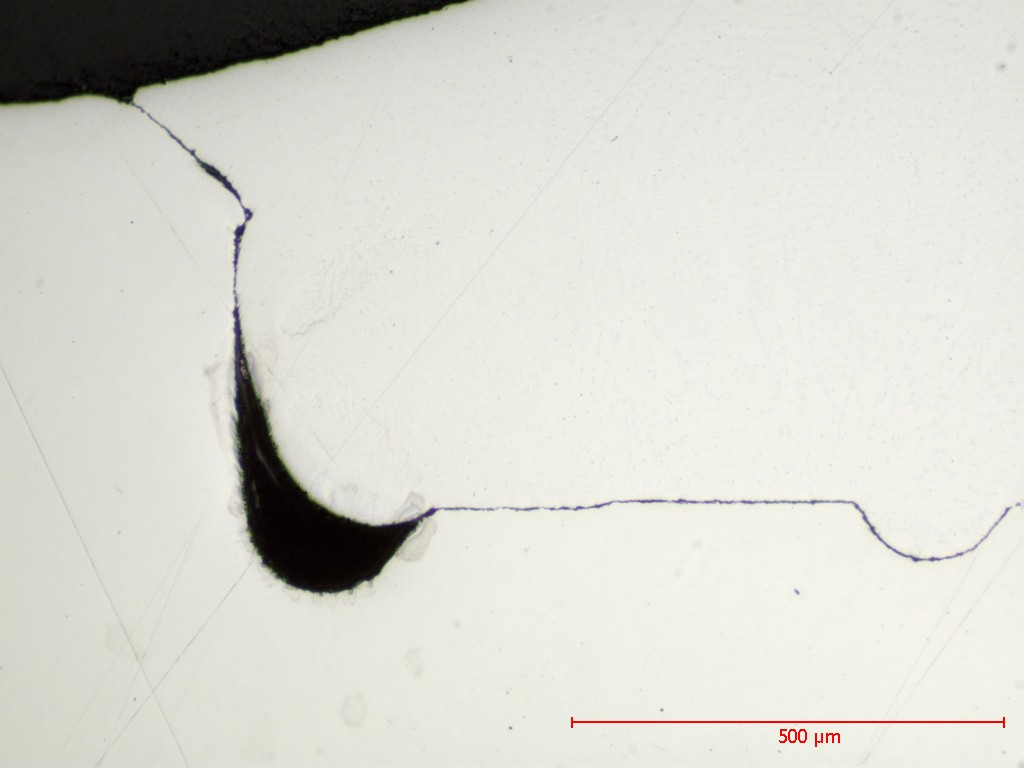
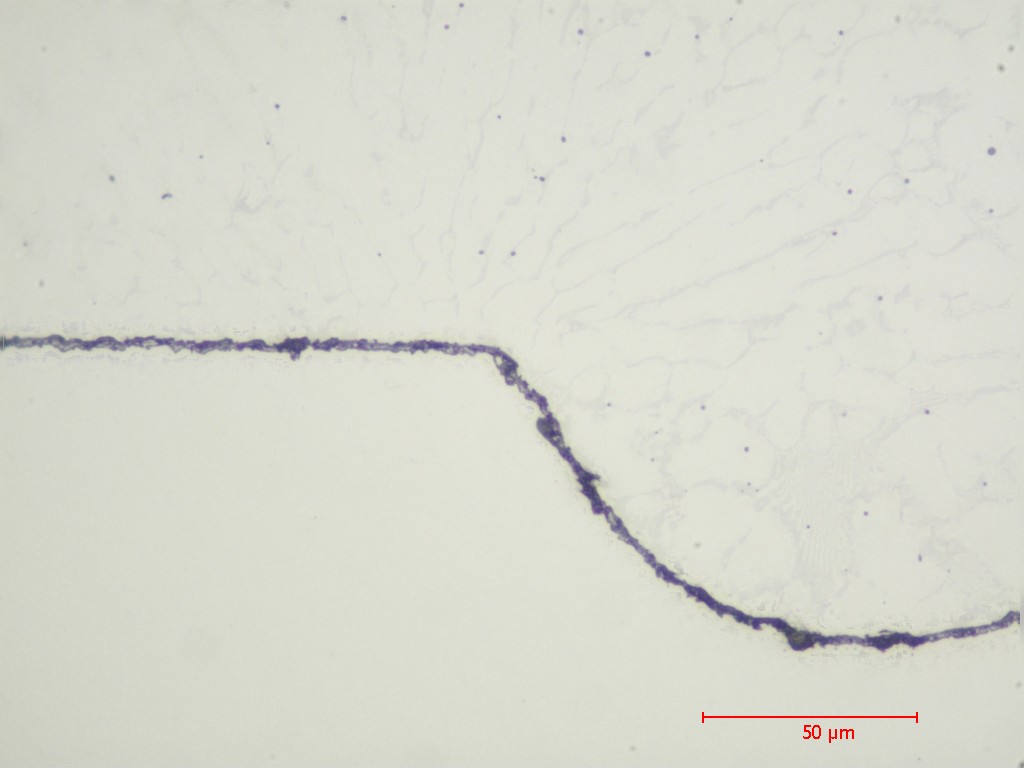
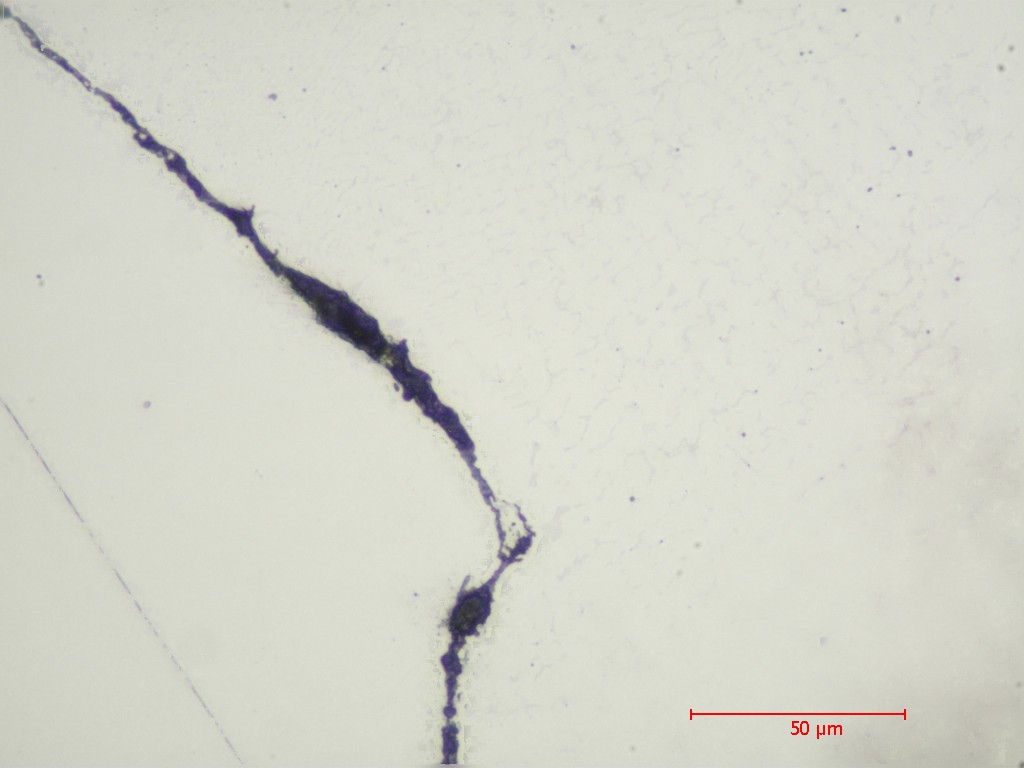
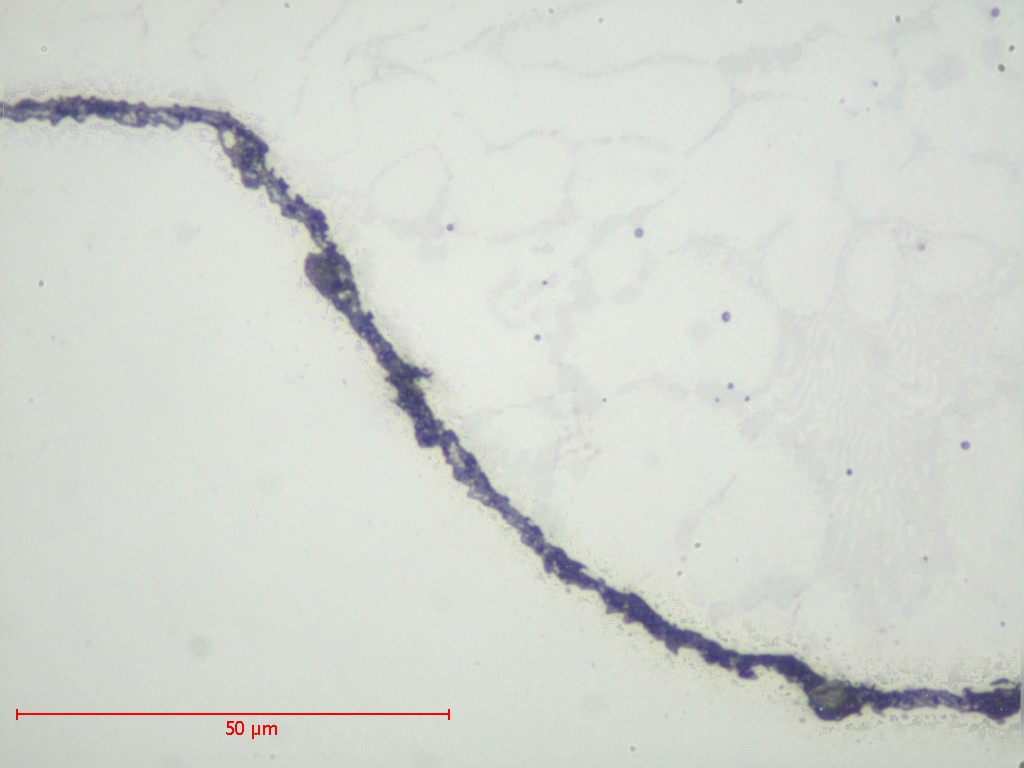
Le osservazioni sono state condotte in sezione metallografica longitudinale senza attacco chimico in corrispondenza dell’interfaccia moncone – protesi: di seguito si riportano le immagini acquisite con microscopio ottico metallografico a differenti ingrandimenti .
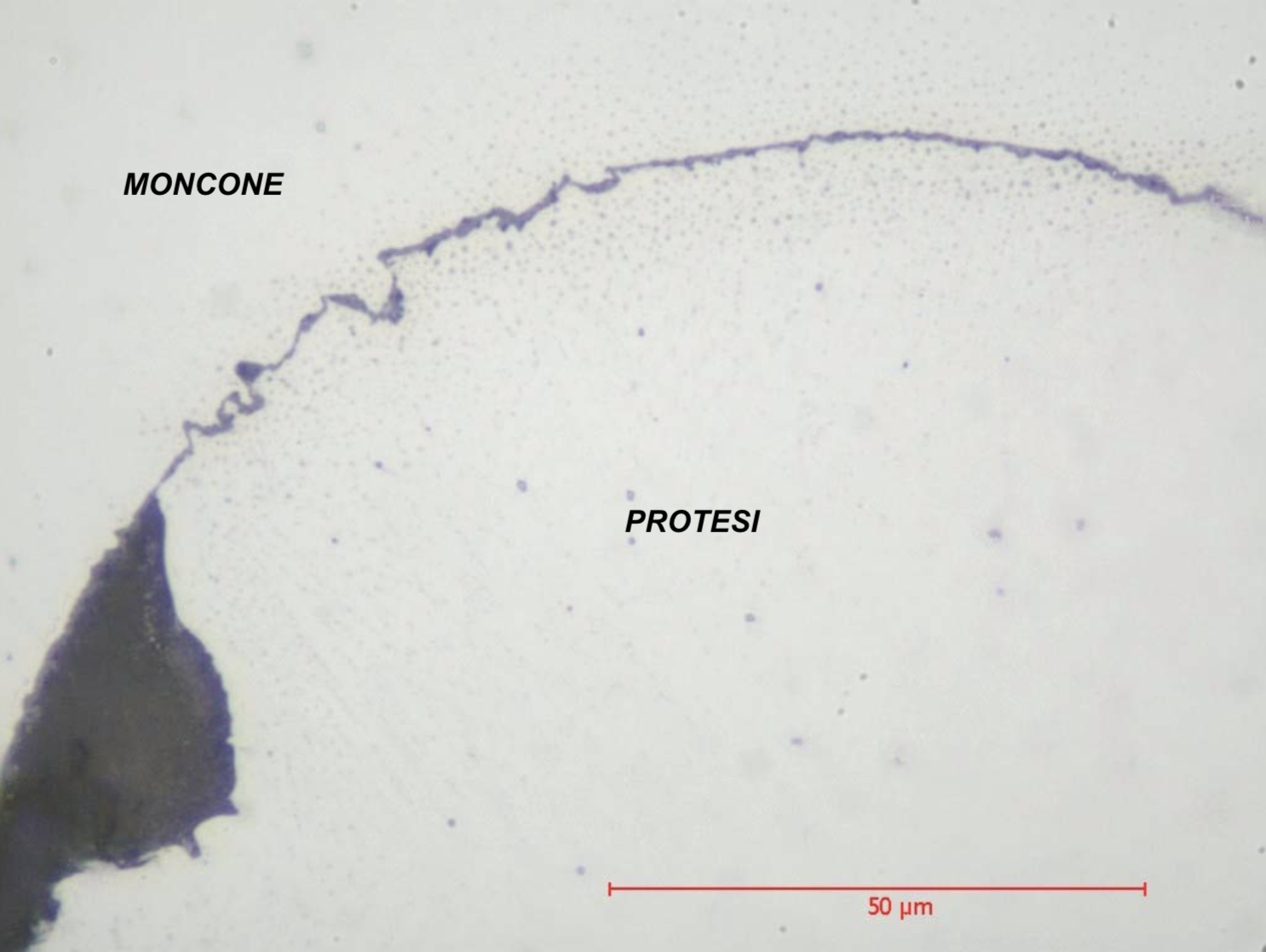

NON Sabbiato_al ricevimento_6.3X

Sabbiato_al ricevimento_6.3X
NON Sabbiato_sez LONG_1_senza attacco_50X_bis
NON Sabbiato_sez LONG_1_senza attacco_50X
NON Sabbiato_sez LONG_1_senza attacco_100X_II
NON Sabbiato_sez LONG_1_senza attacco_100X
NON Sabbiato_sez LONG_1_senza attacco_200X
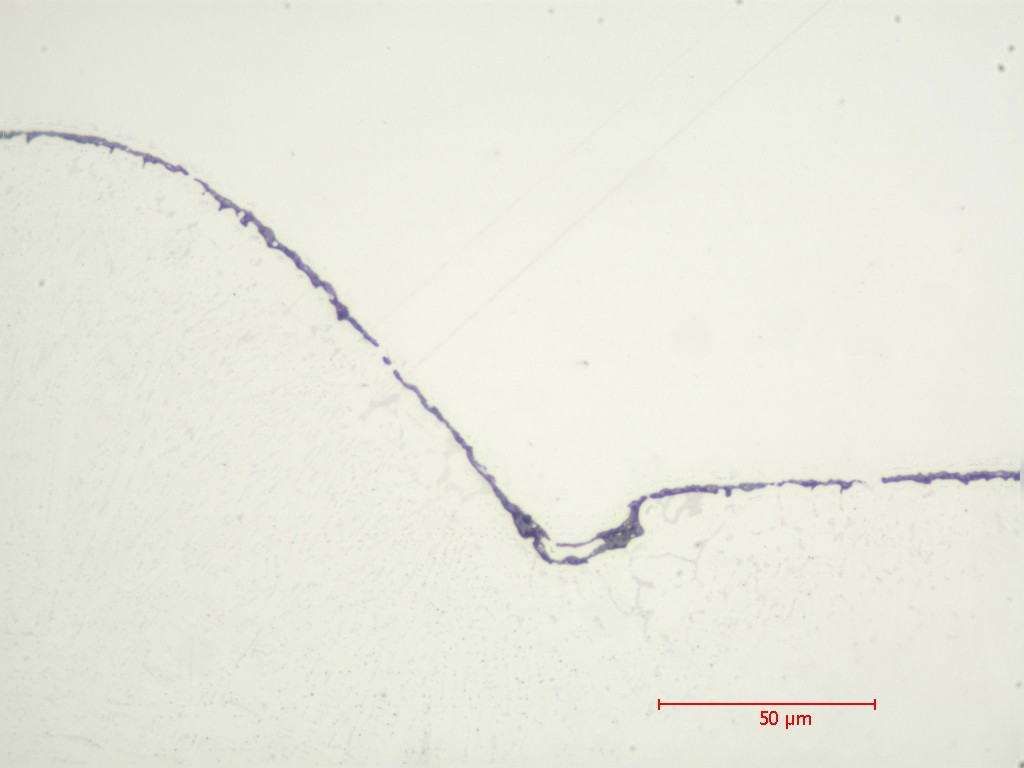
NON Sabbiato_sez LONG_1_senza attacco_500X_II
NON Sabbiato_sez LONG_1_senza attacco_500X_III
NON Sabbiato_sez LONG_1_senza attacco_500X
NON Sabbiato_sez LONG_1_senza attacco_1000X

NON Sabbiato_sez LONG_2_senza attacco_50X
NON Sabbiato_sez LONG_2_senza attacco_100X_II
NON Sabbiato_sez LONG_2_senza attacco_100X
NON Sabbiato_sez LONG_2_senza attacco_500X_II

NON Sabbiato_sez LONG_2_senza attacco_500X_III

NON Sabbiato_sez LONG_2_senza attacco_500X_IV
NON Sabbiato_sez LONG_2_senza attacco_500X
NON Sabbiato_sez LONG_2_senza attacco_1000X_II
NON Sabbiato_sez LONG_2_senza attacco_1000X
Sabbiato_sez LONG_1_senza attacco_50X
Sabbiato_sez LONG_1_senza attacco_100X_II
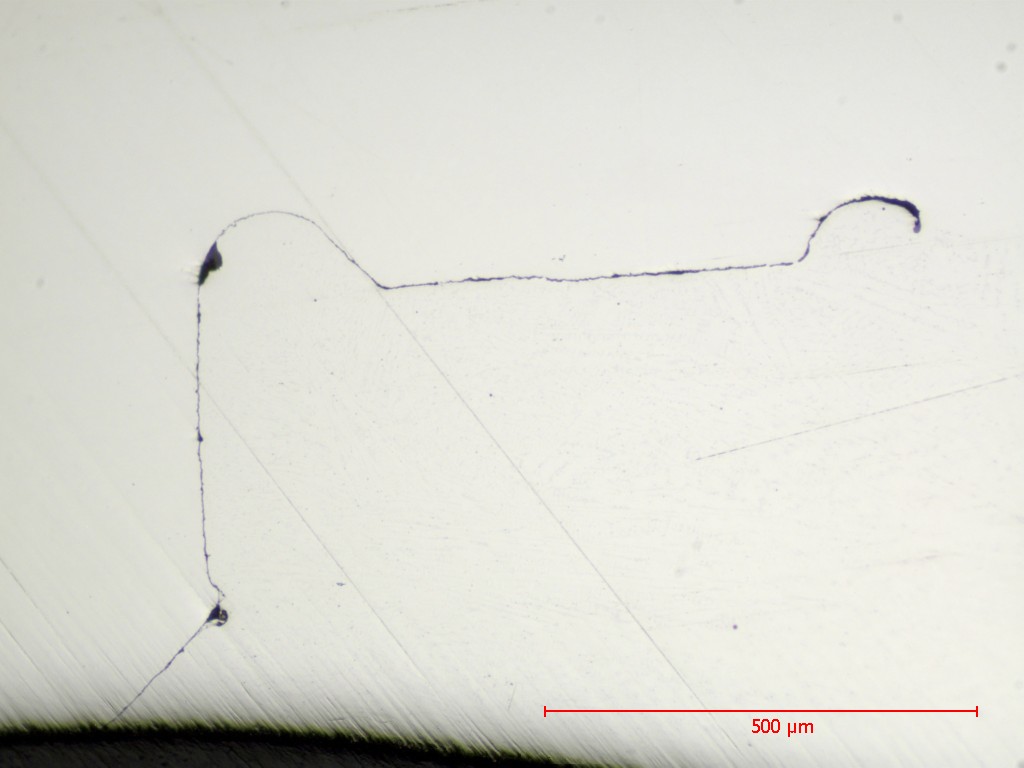
Sabbiato_sez LONG_1_senza attacco_100X
Sabbiato_sez LONG_1_senza attacco_500X_II
Sabbiato_sez LONG_1_senza attacco_500X
Sabbiato_sez LONG_1_senza attacco_1000X

Sabbiato_sez LONG_2_senza attacco_50X
Sabbiato_sez LONG_2_senza attacco_100X_II
Sabbiato_sez LONG_2_senza attacco_100X
Sabbiato_sez LONG_2_senza attacco_500X_II
Sabbiato_sez LONG_2_senza attacco_500X
Sabbiato_sez LONG_2_senza attacco_1000X
Le Conclusioni:
Sabbiale la base in CoCr prima di sovrafondere? Oppure lasciarla completamente liscia?
Le analisi al microscopio con ingrandimenti fino a 1000x non riescono a darci una risposta definitiva, l’intimo contatto tra i metalli avviene in entrambi i casi, probabilmente la sabbiatura conferisce un ancoraggio meccanico superiore in caso di una scorretta sovrafusione.
Ulteriori studi saranno portati avanti per confermare le ipotesi, sicuramente questi materiali, basi in CoCr IPD di AbutmentCompatibili.com e leghe Mesa conferiscono una sicura unione tra le due componenti.
Testi e immagini di Danilo Carulli & Francesco Biaggini – La Spezia 25/08/2019
- Carulli Danilo,nato a Legnano (Mi) nel 1967,
- diplomato odontotecnico all’istituto M. Polo di Brescia nel 1985.
- Dal 1990 è titolare di laboratorio a Ome (Bs).
- Frequenta corsi di aggiornamento con i più noti relatori nazionali e internazionali specializzandosi in precisione, estetica e funzione.
- Negli anni 90 si appassiona e segue i metodi della microdontotecnica e della modellazione dentale con la tecnica A.F.G. (Anatomic Functional Geometry) secondo Alberto Battistelli.
- Nel 2006 diventa Training Lab ufficiale della tecnica A.F.G. sulla quale tiene corsi di base e conferenze.
- Socio del G.O.I. (Gruppo Odontoimplantotecnici).
- Socio S.I.C.E.D. (Società Italiana di Ceramica Dentale).
- Socio fondatore A.I.M.O.D.
- Dall’Aprile 2012 diventa relatore internazionale con la presentazione tenuta presso il Congresso degli odontotecnici privati a Belgrado.
- Autore del libro CopyBook AFG
Schede Tecniche & Consigli
Lavorazione:
Il moncone da sovrafusione CoCr e la sua porzione calcinabile sono composti da una base di lega per sovrafusione in metallo (come descritto nella scheda tecnica) e una cappetta di resina POM calcinabile.

La parte di POM calcinabile di colore bianco può essere tagliata e accorciata a seconda della necessità. Se dovesse restare intoccata una parte di calcinabile bianco va ugualmente ricoperta da un sottile strato di cera, cosi facendo evitiamo possibili crepe nel rivestimento dovute all’espansione del POM in fase di riscaldamenti del cilindro.
La personalizzazione e realtiva modellazione viene eseguita nella consueta maniera odontotecnica con cera o con resine calcinabili.
La porzione calcinabile è volutamente separata da quella in metallo per permettere di colare al suo interno cera in forma molto fluida, in modo da ricalcare perfettamente il bordo di chiusura tra i due componenti.
Questo permette di evitare di trovarsi difronte alla classica righa tra i due metalli dopo la fusione. E’ da tenere in considerazione una “cucitura” tramite saldatura al laser dei due metalli.
E’ importante mantenere lo spessore minimo delle pareti al di sopra di 0,4 mm.
La parte di connessione e la porzione di chiusura tra l’abutment e l’impianto deve essere assolutamente priva di residui di resina, cera o grasso, per evitare una eventuale sovrafusione in quest’area, che non deve essere interessata dal nuovo metallo.
La messa in rivestimento:
E’ consigliabile usare solo rivestimenti a legante fosfatico, quindi privi di gesso, indicati per la fusione delle leghe a base metallica.
 Fate attenzione: durante la colata del rivestimento non si devono formare bolle d’aria, queste possono creare difetti o punti di minor resistenza meccanica.
Fate attenzione: durante la colata del rivestimento non si devono formare bolle d’aria, queste possono creare difetti o punti di minor resistenza meccanica.
Il preriscaldamento:
E’ buona norma seguire scrupolosamente le istruzioni del produttore del rivestimento e della lega, le cui istruzioni/consigli sono frutto di esperienza e ricerca, quindi conviene seguirli.
Va mantenuta la temperatura finale: un cilindro da 3x va tenuto per 60/70 minuti in temperatura per garantire che la colata sia completa in tutte le sue parti.
La fusione o colata:
Per non incorrere in problemi sulla base in metallo evitiamo di andare oltre i 1390°C durante la fusione.
Raffreddamento:
Facciamo raffreddare il cilindro a temperatura ambiente, un raffreddamento troppo rapido potrebbe creare tensioni nel metallo e quindi problemi.
 Apertura del cilindro:
Apertura del cilindro:
Dopo che la temperatura è scesa, possiamo procedere con l’apertura del cilindro: rimuoviamo il rivestimento in modo delicato, magari con l’aiuto di perle di vetro, con una pressione massima di 2 bar , pressioni superiori potrebbero modificare la connessione della base in CoCr e renderla meno precisa.
Non usate mai acido fluoridrico per rimuovere il rivestimento! Non sabbiate mai la connessione implantare.
La rifinitura:
Il mocone una volta fuso può essere rifinito con pietre/dischi a legante ceramico o con frese di carburo di tungsteno a dentatura incrociata.
Per proteggere, durante la rifinitura, la connessione devi montare l’abutment su un analogo da laboratorio.
Non usate mai acido fluoridrico per rimuovere gli ossidi! Usa dei dischi in cotone per una lucidatura finale.
 Le ricoperture estetiche:
Le ricoperture estetiche:
Se i monconi devono ricevere una ricopertura estetica, guardate le particolarità della ceramica (valore del CET) e della lega. Non è una cattiva idea far leggere la nostra scheda tecnica al vostro fornitore di leghe per un consiglio.
Questa lega ha un punto di fusione compreso tra 1360 e 1390 °C.
Per garantire che la ceramica sia compatibile con l’abutment in Co-Cr, essa deve avere un coefficiente di espansione non inferiore a 14,1 x 10-6 cm/cm/°C a 500 °C.
Una scelta scorretta del tipo di ceramica potrebbe portare a crepe e quindi anche alla rottura della corona. Usare ceramiche con coefficienti di espansione maggiore di 13.8 x 10-6 cm/cm/ºC.
Effetti collaterali:
Non si possono escludere, in alcuni casi rari, allergie o reazioni ipersensibili alla lega metallica. Indicate sempre al medico odontoiatra il tipo di abutment e le leghe che state usando.
Vuoi commentare questo articolo ora?
Clicca ed entra nella nostra pagina Facebook e condividi le informazioni con la comunity